Для примера взят корпус от пневмостартера двигателя. К нему нужно сделать патрубок с резьбой, который затем будет обвариваться. Заготовкой выступает труба, наружный диаметр которой составляет 76 мм. Ее начальную чать необходимо уменьшить до 70 мм, и нарезать резьбу.

Уменьшаем диаметр трубы усадкой
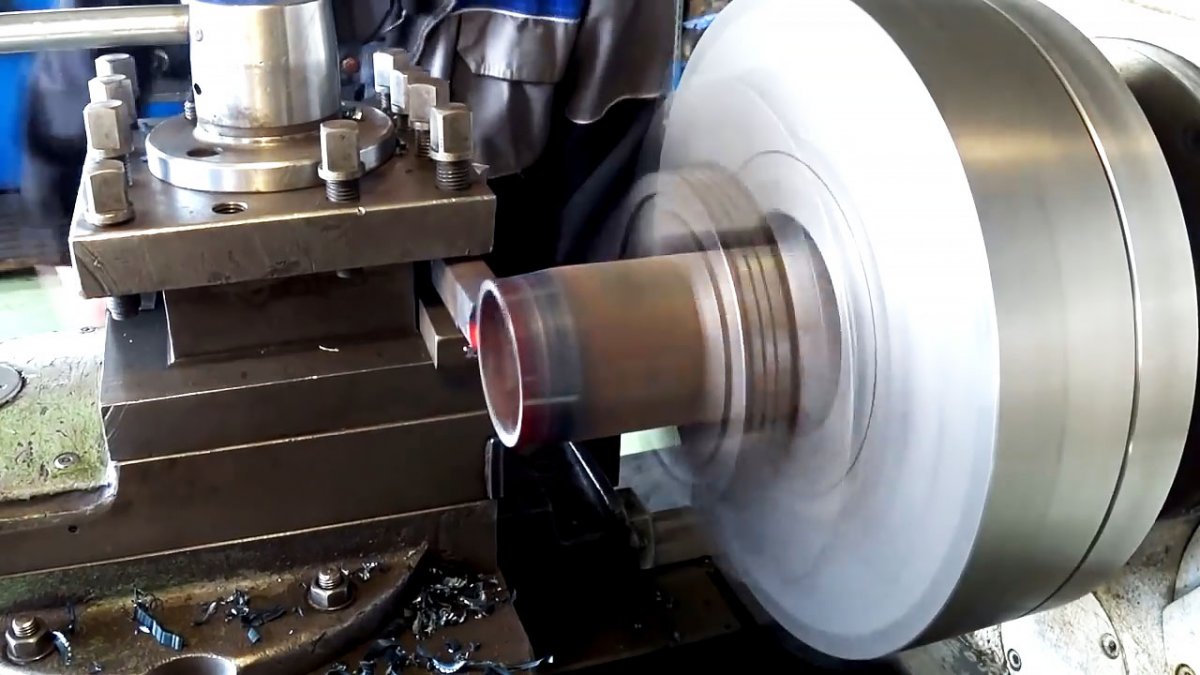
Мастер для начала усаживает торцом стального резца часть трубы до нужного диаметра 70мм. Контролировать размер заготовки необходимо штангенциркулем. Грубая обработка усадки производится на скорости 630 об/мин.


Вся операция производится в несколько проходов.


Труба усаживается и дополнительно вытягивается.
Далее подвижная каретка с прижимной платформой настраивается под резьбу. Меняется резец, и настройка станка. Перед нарезкой резьбы снимается фаска.

Нарезание резьбы будет производиться на скорости 400 об/мин. Номинал резьбы: М70 шаг 3. Резец для нее выбран стержневой.
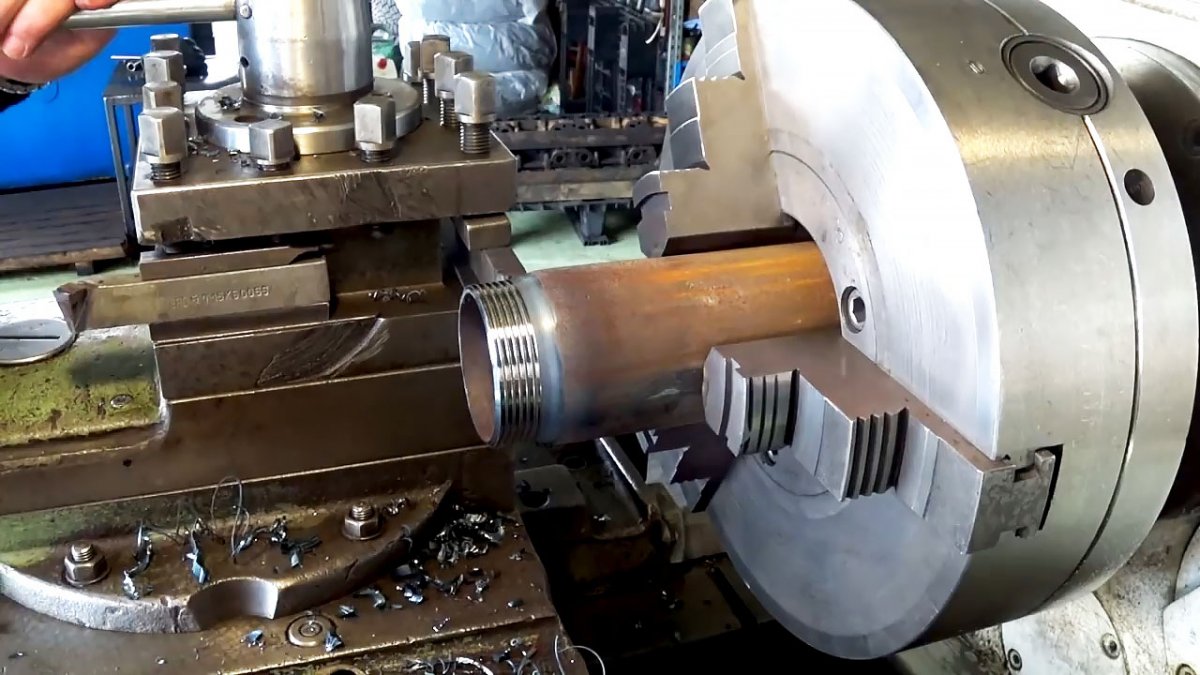
За четыре прохода нарезается полноценная расчетная глубина резьбы. В итоге получилось 6 ниток резьбы, как раз достаточно для того, чтобы закрепить патрубок в оголовке корпуса пневмостартера.
Закончив нарезку резьбы, мастер производит отрезание заготовки проходным отогнутым резцом.

Этот момент примечателен, поскольку обычно для торцевания предназначен специальный вид резцов – отрезной. Преимущества его в том, что он позволяет сделать это с максимальной точностью. Но в данном случае она не важна, а вот фаска, сделанная проходным резцом, пригодится для более прочного сварного шва. После его можно будет зачистить так, что места соединения не будет и вовсе заметно.

При торцовке металл нагревается, поэтому заготовку во время этой операции удобнее всего чем-нибудь поддержать, например, отрезком электрода или прутком, а затем остудить. Как мы все убедились, токарно-винторезный станок ДИП-3001М63 прекрасно справляется с подобными задачами, особенно когда за ним стоят настоящие мастера токарного дела.














