При выполнении сварочных работ может понадобиться заполнить достаточно широкий шов. Для непрофессионального сварщика это практически невыполнимая задача. На самом деле все не так сложно, если воспользоваться одной хитростью.
Что потребуется:
- пара электродов;
- молоток;
- наждачная бумага;
- болгарка с зачистным диском.
Процесс заполнения больших швов
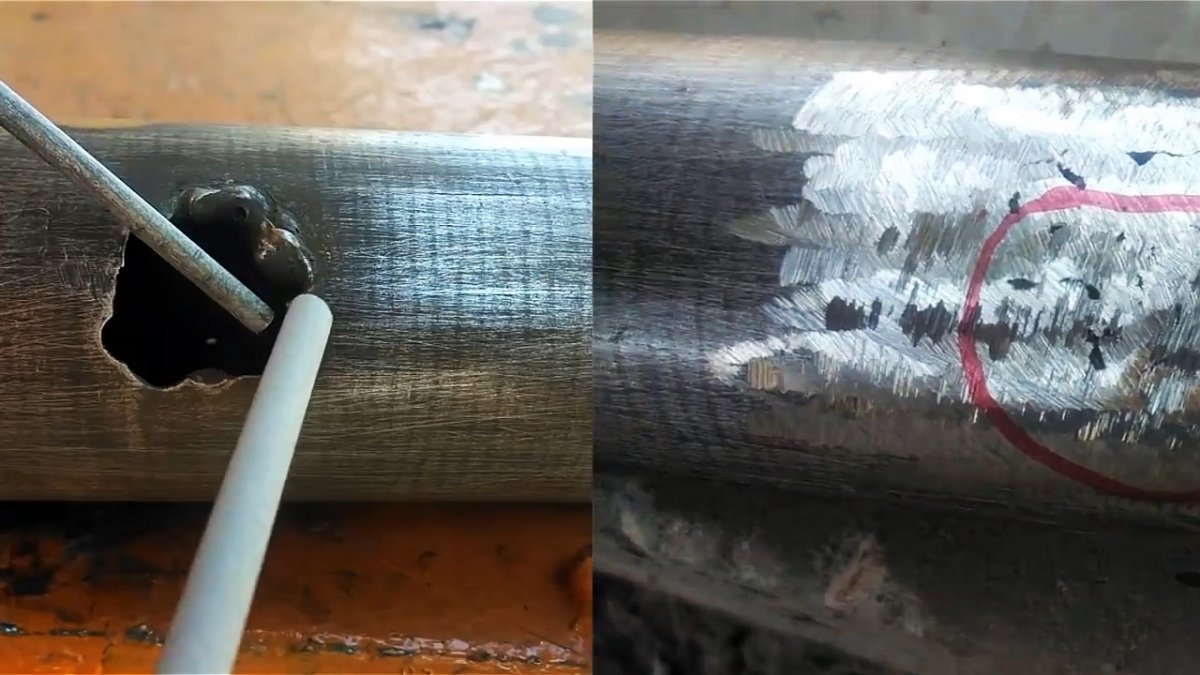
Чтобы при наложении плоскости расплавленный электрод не стекал, а соединяемые детали не прожигались, необходимо использовать дополнительный пруток. Легче всего работать очищенным сердечником электрода такого же сечения, как и у того которым выполняется сварки. Его нужно обстучать молотком и стереть остатки обмазки наждачной бумагой.


При заваривании отверстия необходимо прикладывать торец очищенного сердечника к его краю, образовывая зазор в пару миллиметров. Шов накладывается между прутком и стенкой отверстия.

Приставляемый сердечник отлично плавится, при этом горячий металл из него держится заданной плоскости. Дойдя до края, нужно на горячую оторвать прикладываемый пруток и приставить его снова чуть выше. Таким образом, заполняется все отверстие. При этом сама деталь не прожигается. Вполне реально заварить листовую сталь или трубу с сечением стенки меньше 2-х мм. После сварки шов шлифуется болгаркой.



При необходимости наложить длинный широкий шов используется такая же техника. Сначала торец сердечника приставляется к началу шва, чтобы сцепить края сваркой. Затем пруток отрывается и располагается вдоль шва под острым углом. В результате большой зазор между свариваемыми деталями частично перекрывается сердечником и разбивается на 2 узких просвета. Далее выполняется заполнение поперечным движением электрода.
Данная техника выполнения сварки позволит заварить практически любое отверстие или зазор, конечно в разумных пределах. Поначалу до получения опыта сердечник будет прикипать к шву. Нужно стараться его смещать пока металл жидкий, и таких проблем не возникнет.
















