Попытка согнуть металл без гибочного станка обычно заканчивается неудачно. При отсутствии такого оборудования необходимо просто подрезать изделие по месту перегиба, а затем сваривать, чтобы избежать сминания или складок. Это дольше чем гнуть, но результат гарантировано получится качественней, особенно если делать все правильно с соблюдением расчетных пропорций.
Что потребуется:
- картон;
- угольник;
- циркуль;
- маркер;
- ножницы;
- болгарка;
- сварка;
- тиски.
Процесс выполнения правильного изгиба
Рассмотрим сначала технологию разметки и подрезки на примере уголка. Из картона необходимо вырезать круг диаметром 150 мм.
Его нужно разделить на 4 равные сектора. Один из них требуется вырезать ножницами.
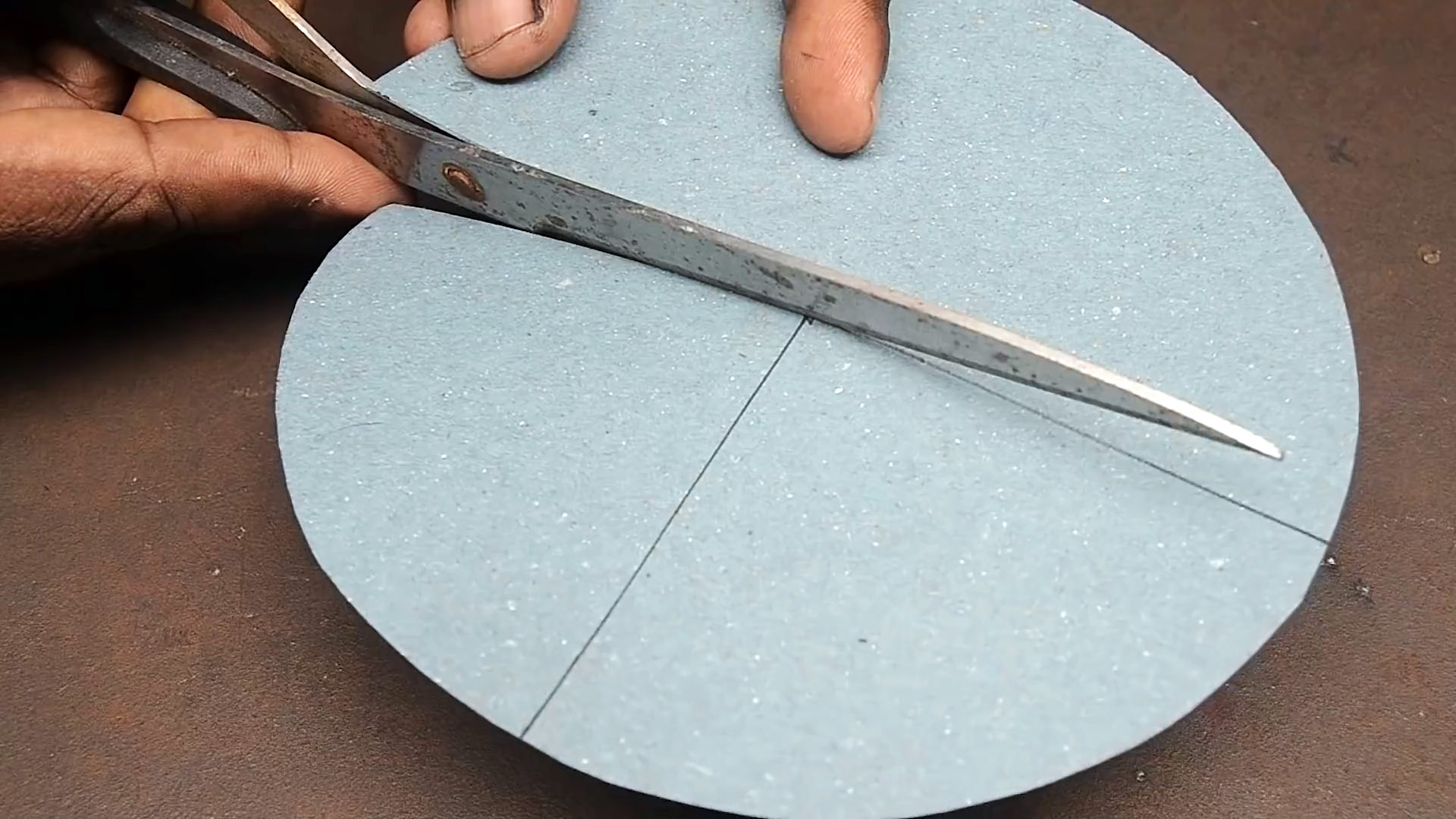
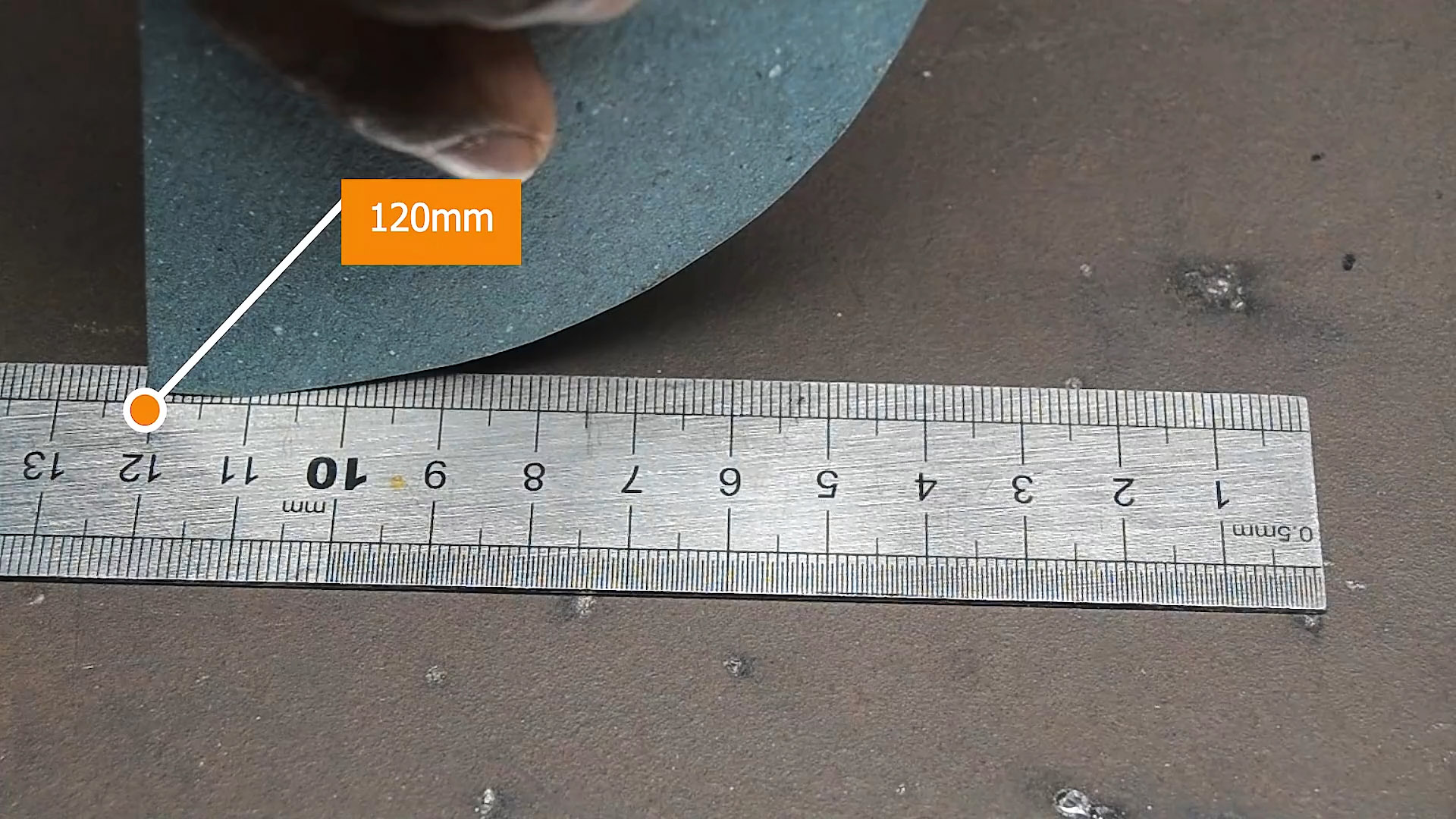
Длина окружности сектора измеряется на линейке, она составляет 120 мм.
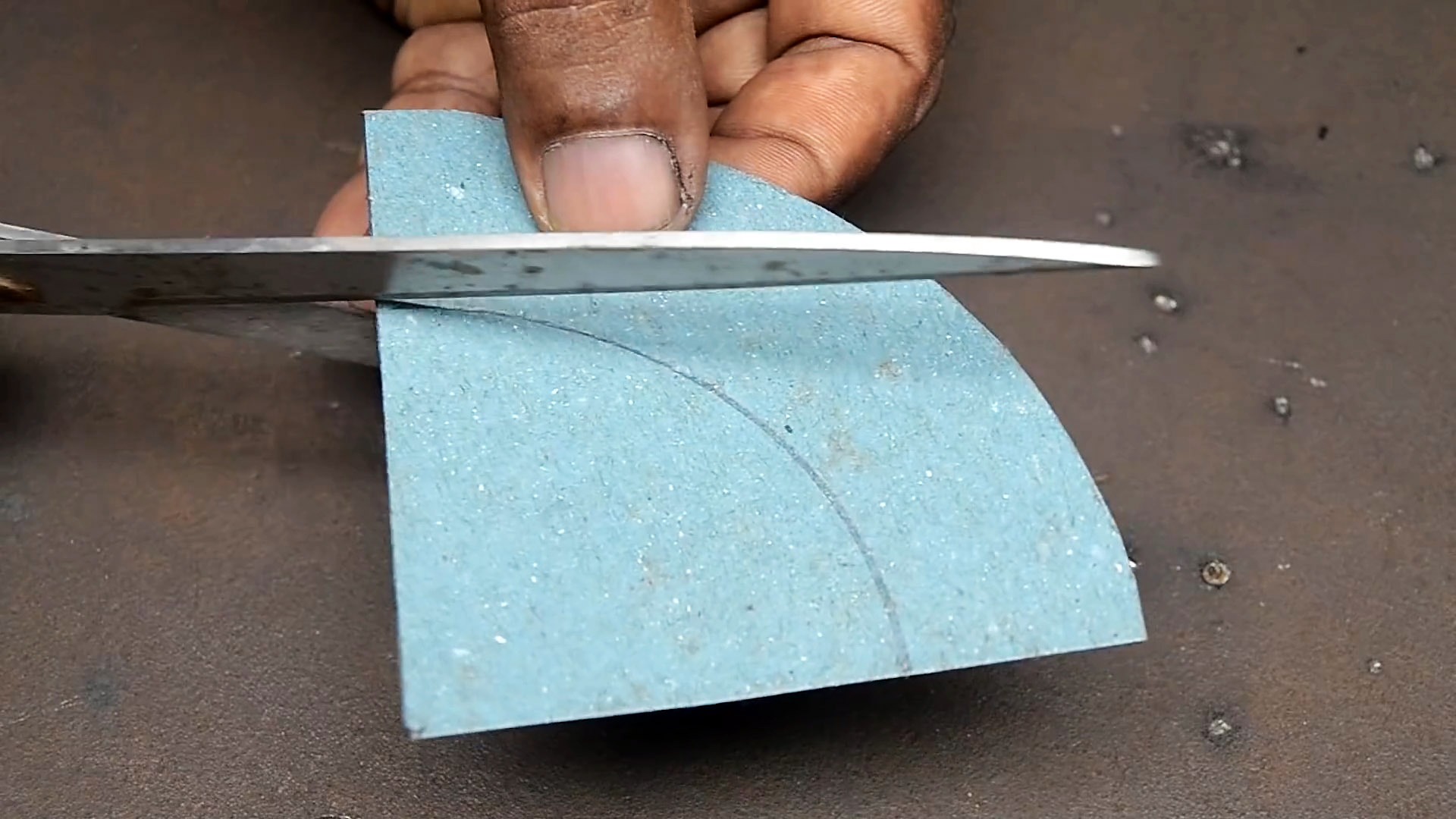
Далее нужно замерить ширину уголка. Это расстояние отмечается по ровному краю вырезанного картонного лекала со стороны окружности.

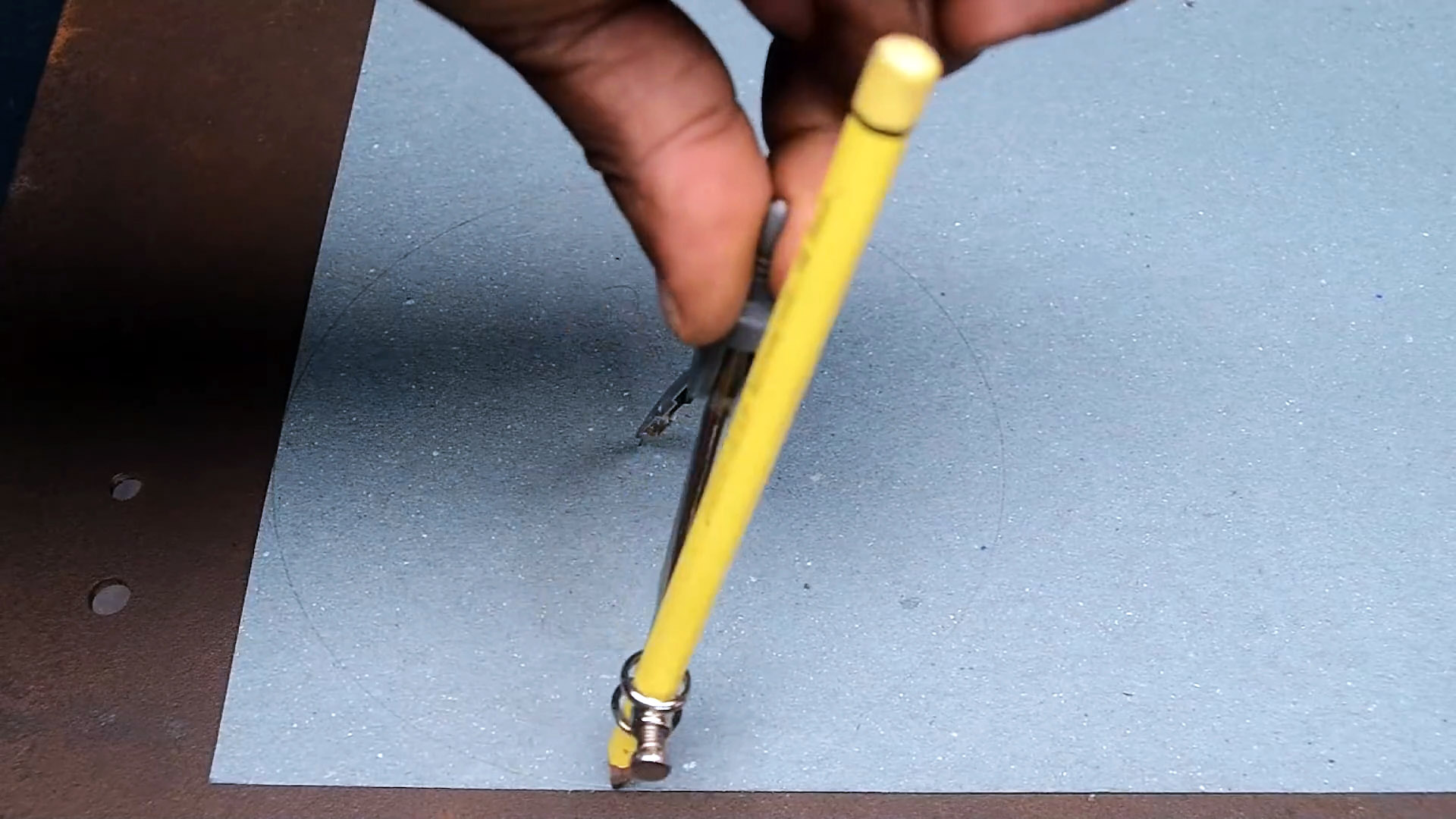
Циркуль разводится так, чтобы иголка стала на угле сектора, а грифель попал на отмеченную точку. В этом положении нужно нарисовать на шаблоне окружность. По полученной линии он обрезается.
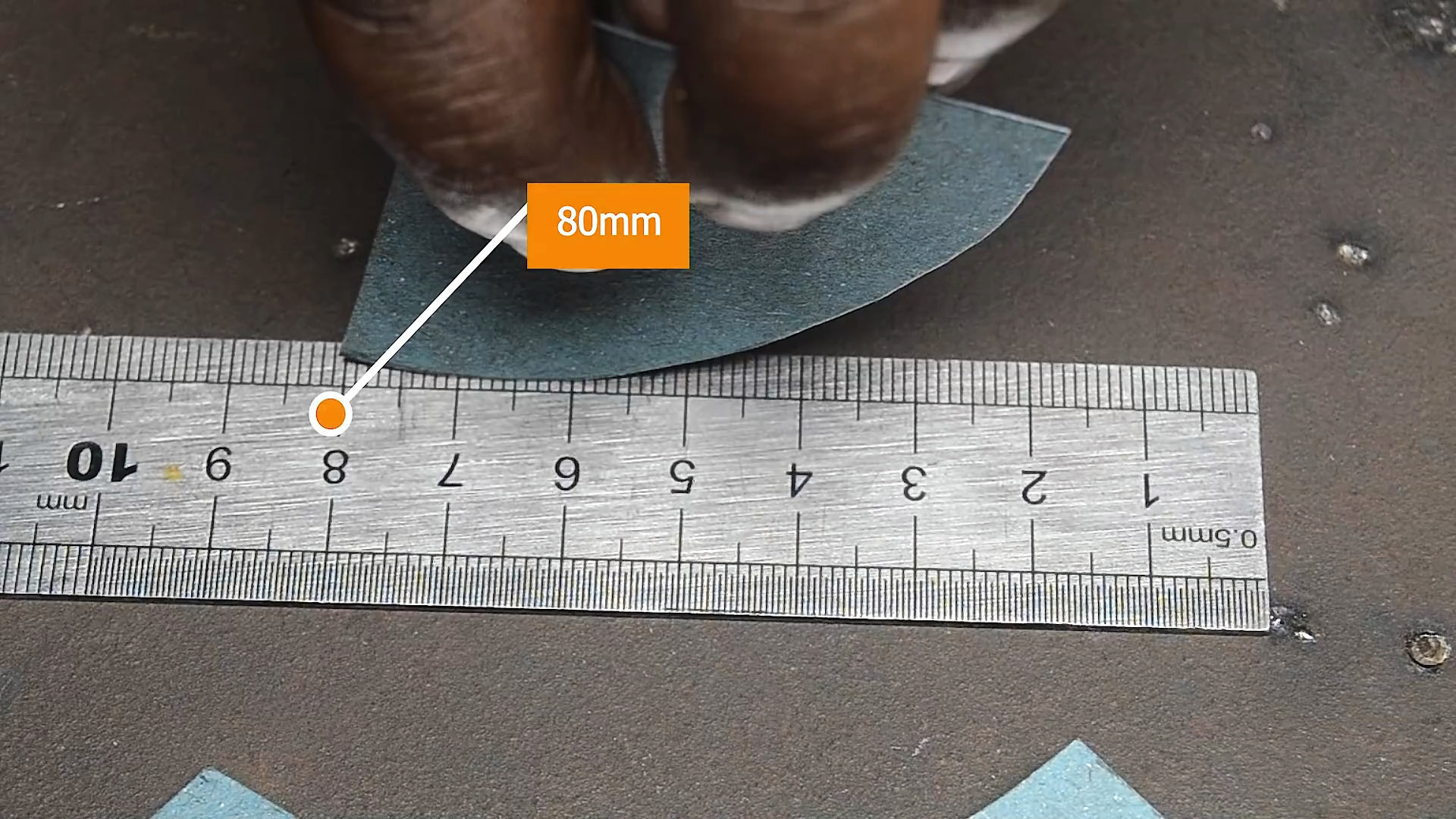
Далее требуется замерить окружность шаблона после обрезки. В данном случае она из 120 мм стала уже 80 мм. Чем шире металл для изгиба, тем меньше получится длина второй окружности.
Теперь выполняется расчет меток. Для этого от первоначальной длины окружности 120 мм отнимается полученная после обрезки 80 мм. Итоговая разница разделяется на 5. В конкретном случае 40/5=8 мм. Это и есть шаг установки метки.
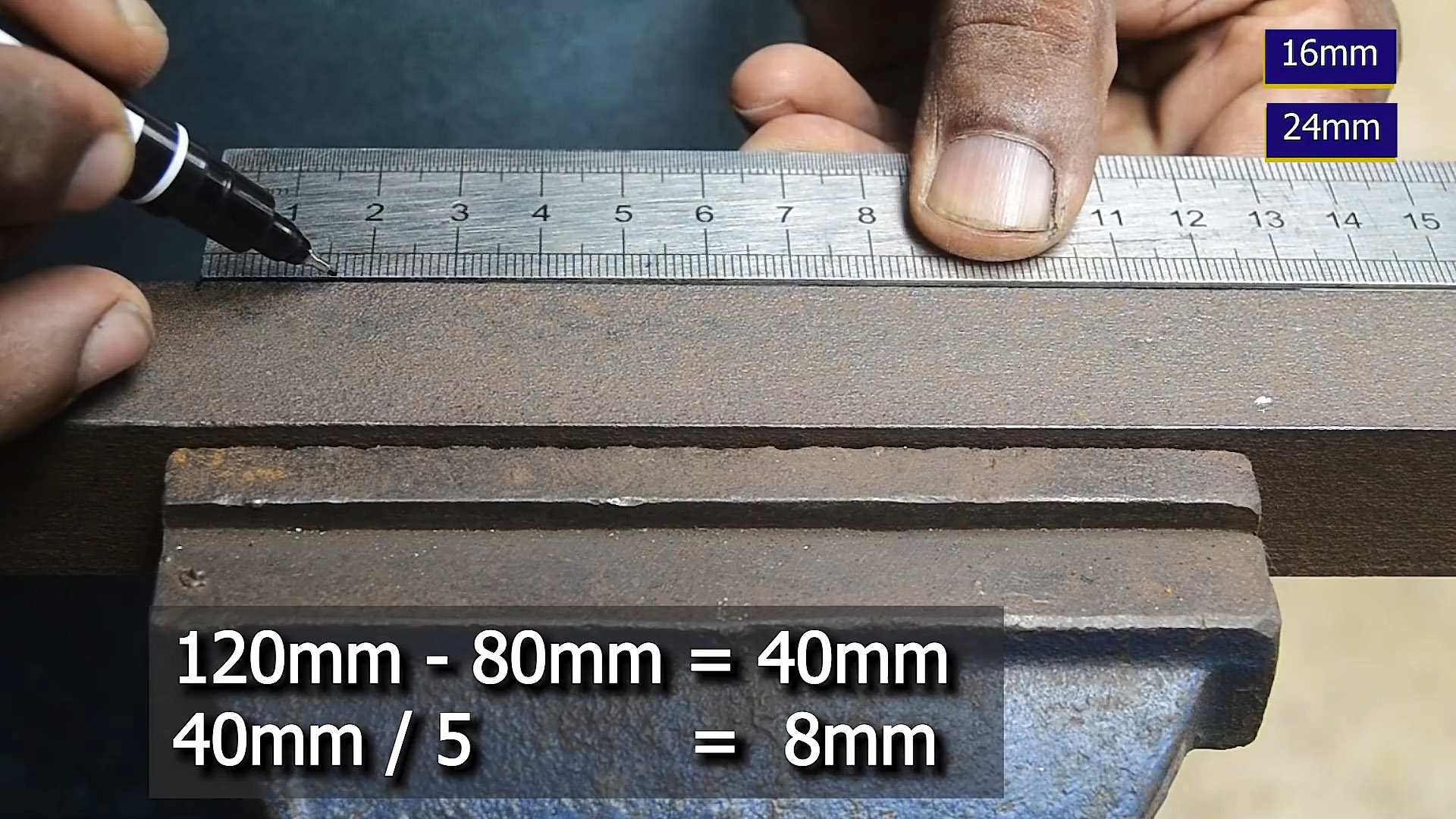
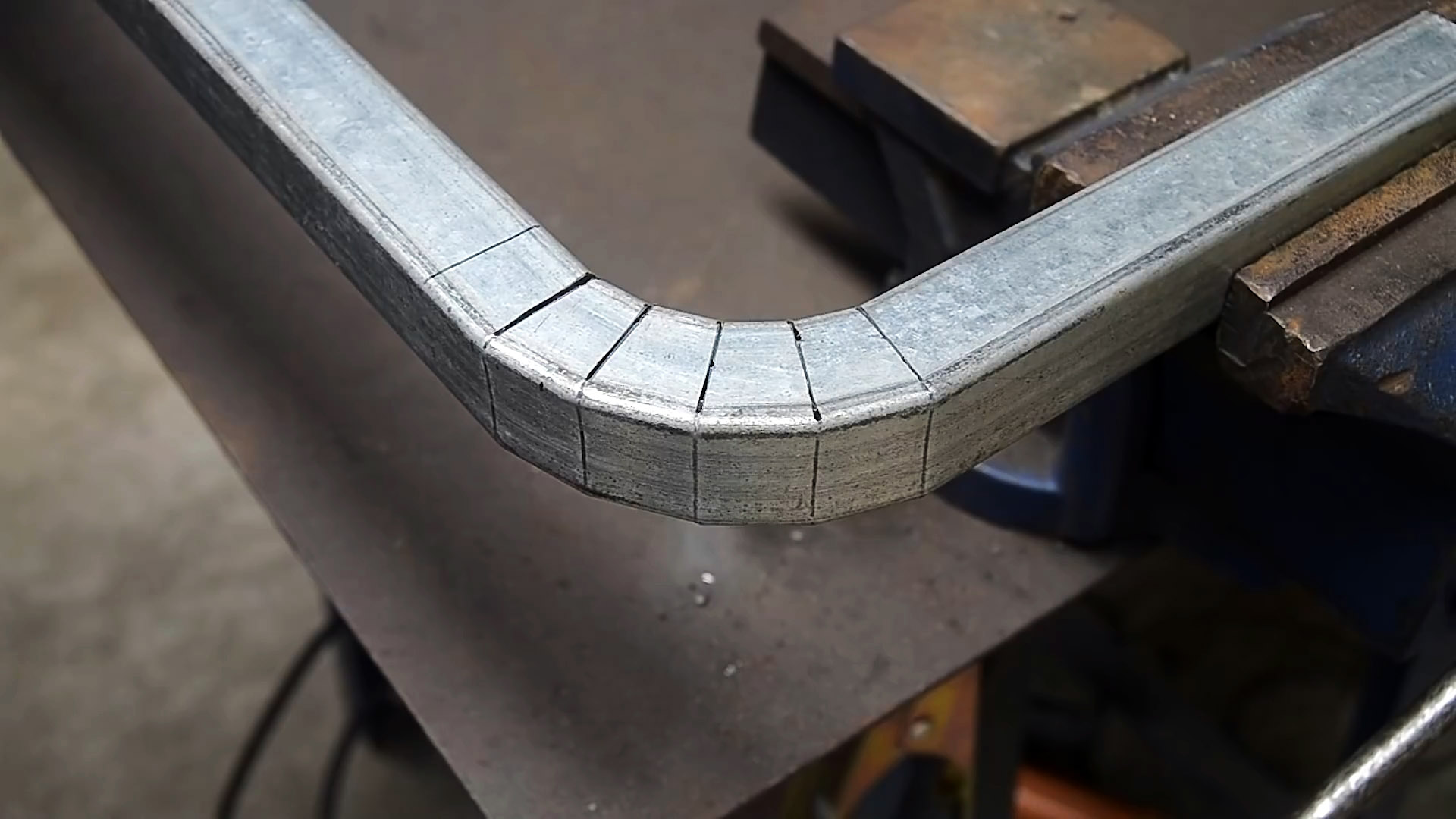
По внутренней стороне будущего изгиба уголка нужно поставить 10 меток, отталкиваясь от высчитанного шага. Нулевая делается в начале. Остальные в данном примере с отступом от нее на расстоянии 16, 24, 36, 44, 56, 64, 76, 84, 96, 104 мм. Все просто. Первая метка после нулевой всегда наносится с отступом в 2 шага. Далее нужно чередовать 1 и 1,5 шага.
По наружной стороне изгиба требуется поставить 5 меток. Они делаются с отступом от начала отсчета равным половине разницы длины высчитанных окружностей. В данном примере та составляла 40 мм, то есть шаг будет 20 мм.

От внутренних 5 меток нужно провести по 2 линии на другую сторону к ближайшим боковым точкам. Затем полученные клинышки вырезаются.

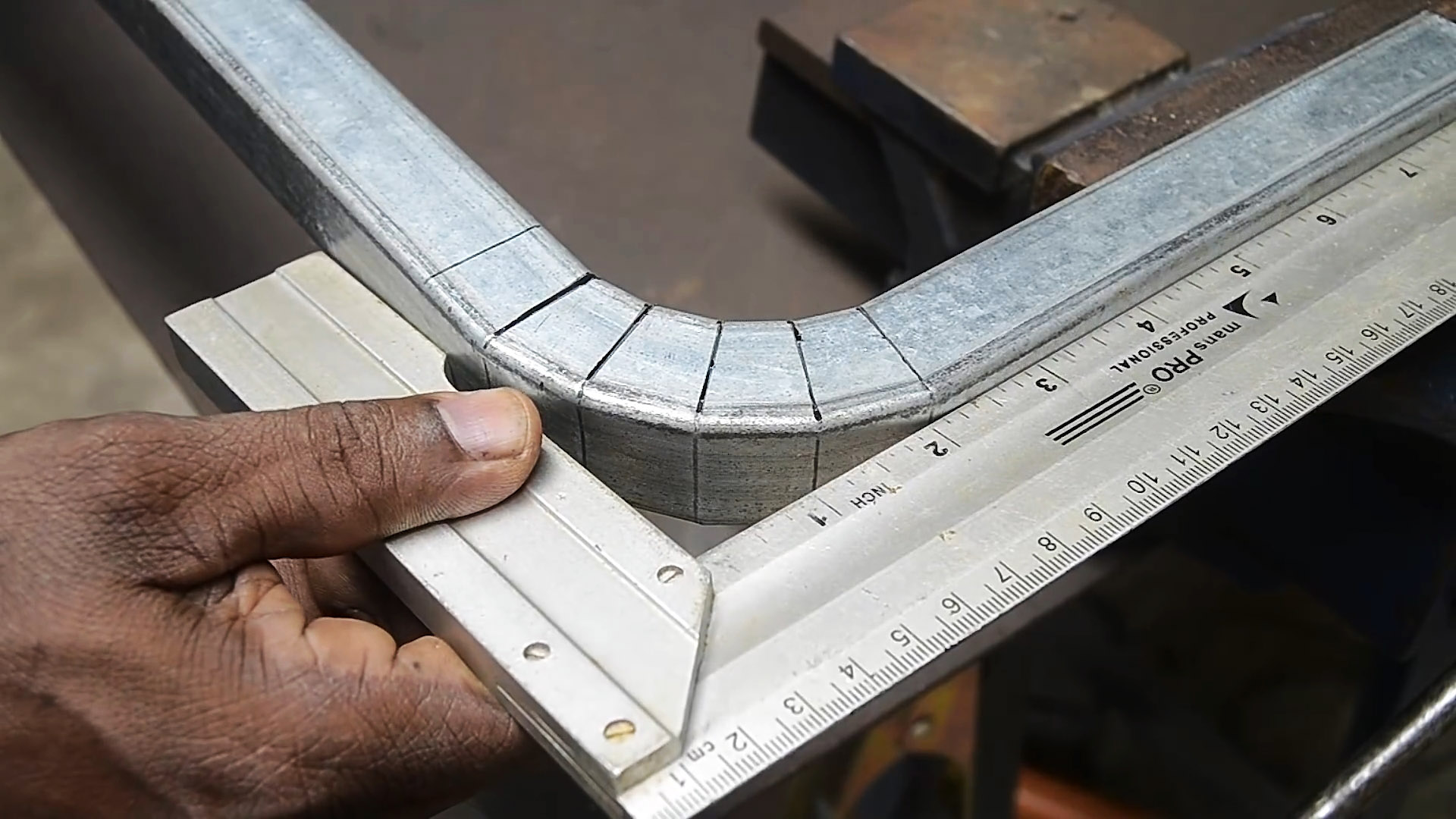
После этого уголок сгибается, пока вырезы не сойдутся. В результате получится угол 90 градусов.

Останется только сварить зазоры, и отшлифовать швы.



Аналогично можно сгибать и профильную трубу. Разница только в том, что клинышки для выреза нужно начертить и на противоположной стенке.
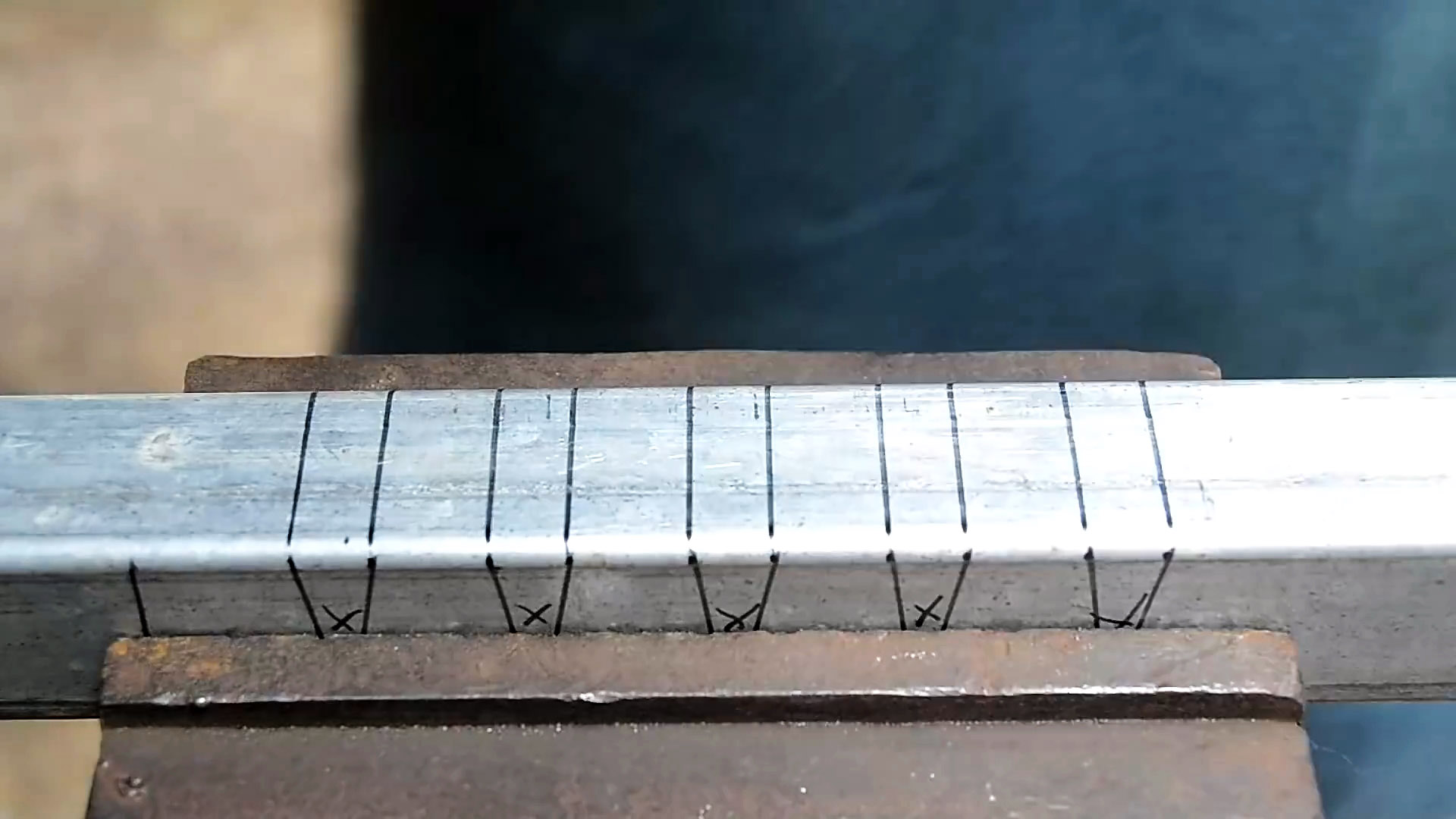


После изгиба зазоры также свариваются и шлифуются. Запомнив эти расчеты, вы сможете идеально гнуть уголки и профильные трубы любой ширины.