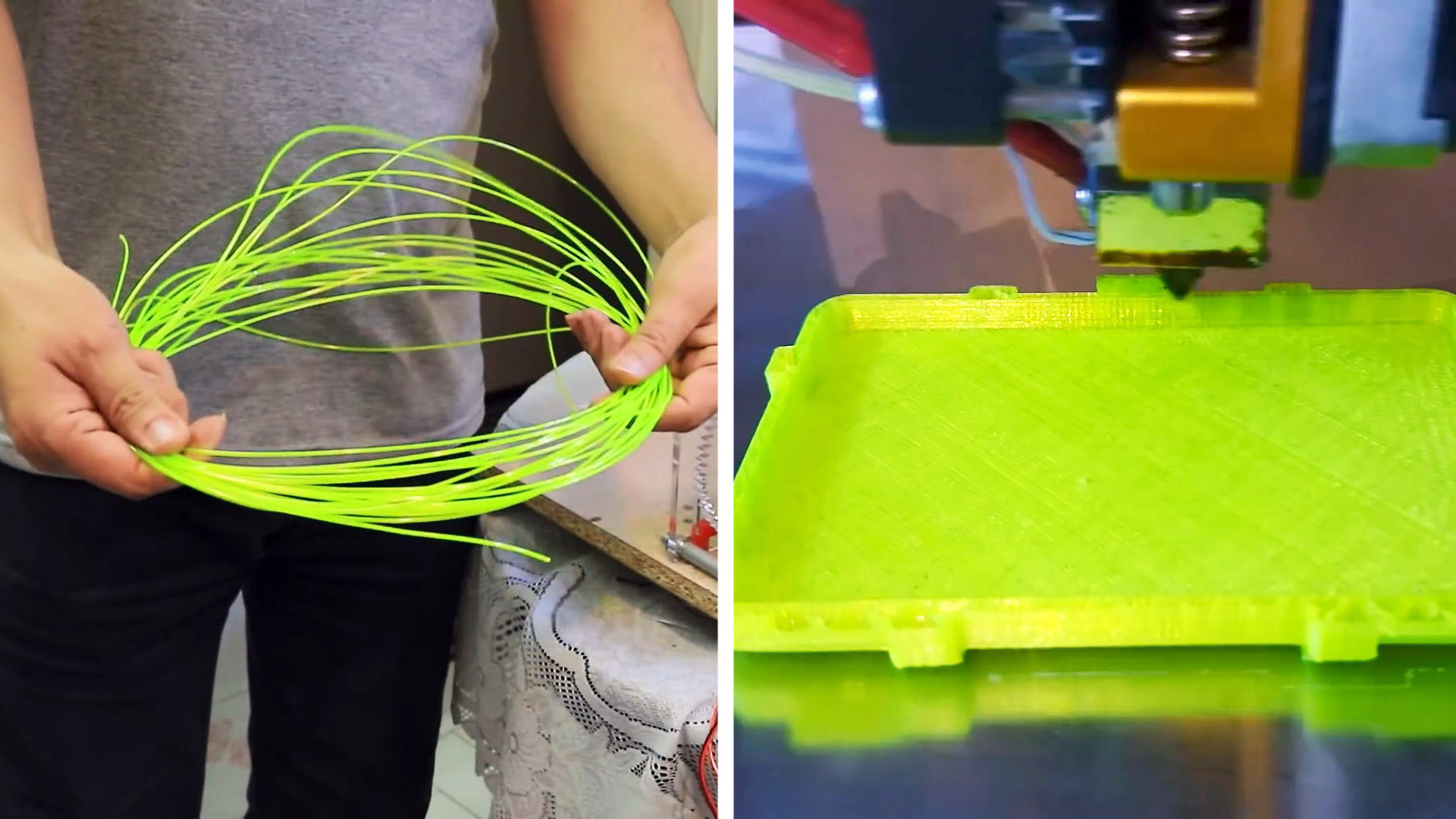
Те кто увлекся 3D-печатью иногда просто в шоке от своих затрат на пластиковую нить для печати (филамент). Она хотя и не очень дорогая, но расходуется большими объемами, поэтому и суммы на ее попку немалые. Чтобы не тратиться, филамент можно делать бесплатно из обычных пластиковых ПЭТ бутылок.
Необходимо оборудование:
- Бутылкорез;
- насос для подкачки шин;
- нагреватель 200-225 градусов Цельсия с выходным соплом 1,75 мм;
- протяжный и намоточный механизм.
Процесс изготовления филамента из ПЭТ бутылок
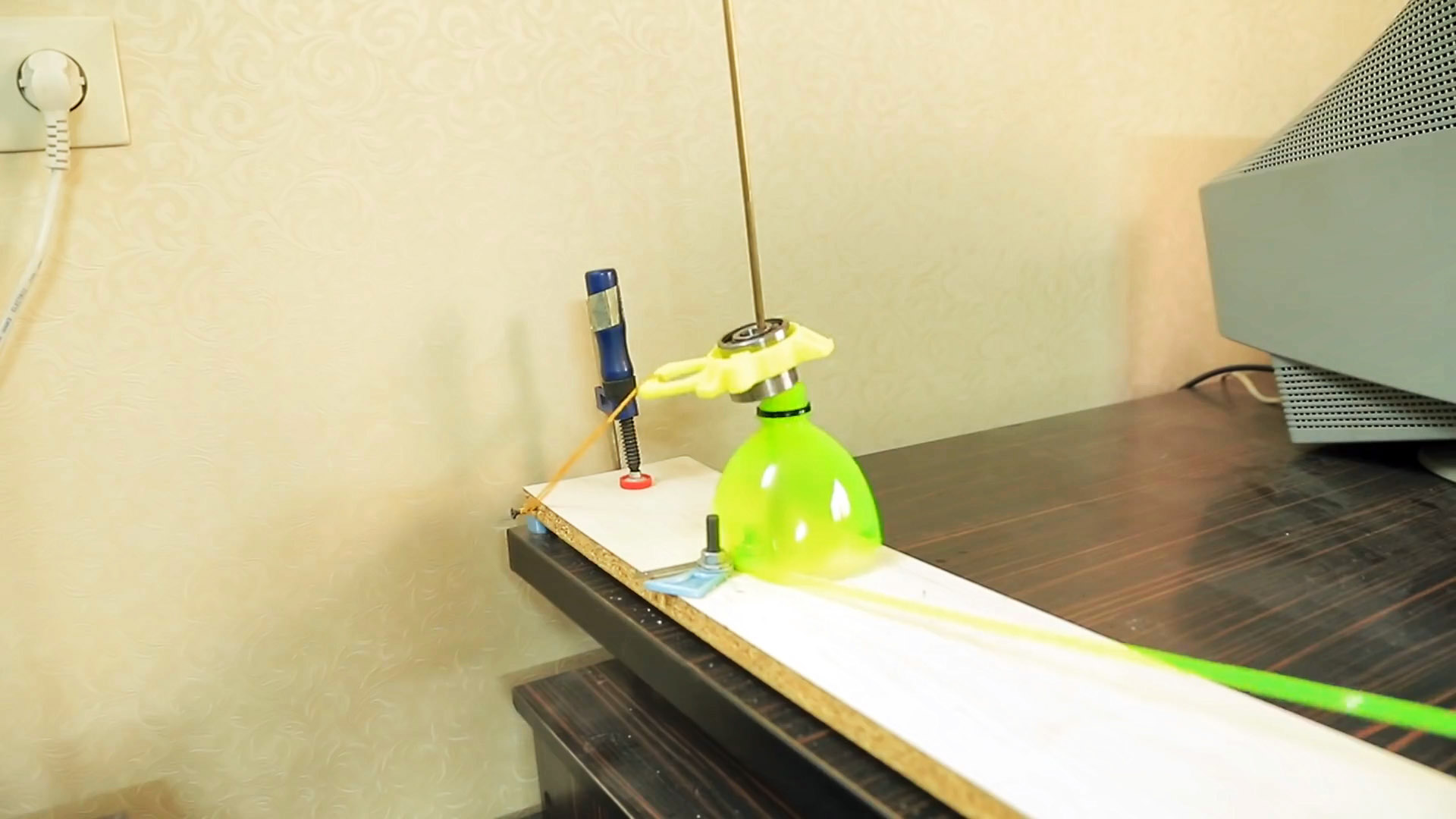
В качестве сырья для изготовления филамента применяются ПЭТ бутылки. В идеале, чтобы они были цветными. Перед использованием их нужно разровнять. Для этого дорабатывается обычная крышка от бутылки. В нее необходимо врезать вентиль от автомобильной камеры. С его помощью бутылка закачивается воздухом обычным насосом, чтобы поднять внутри давление (более подробнее тут - https://inwit.ru/6732-kak-vyprjamljat-ljubye-figurnye-pjet-butylki.html).

Далее вентиль зажимается в патроне шуруповерта. Нужно вращать накаченную бутылку над зажженной газовой конфоркой. Она разогреется, размягчится и благодаря внутреннему давлению выровняется.

Ровная бутылка разрезается бытылкорезом на ленту. Та получится более однородной, чем если бы ее распускали без подготовки. Если стенки бутылки толстые, то ширина ленты должна получиться 5-6 мм. Из тонкой бутылки, от минеральной воды, лучше резать шириной 7-8 мм.
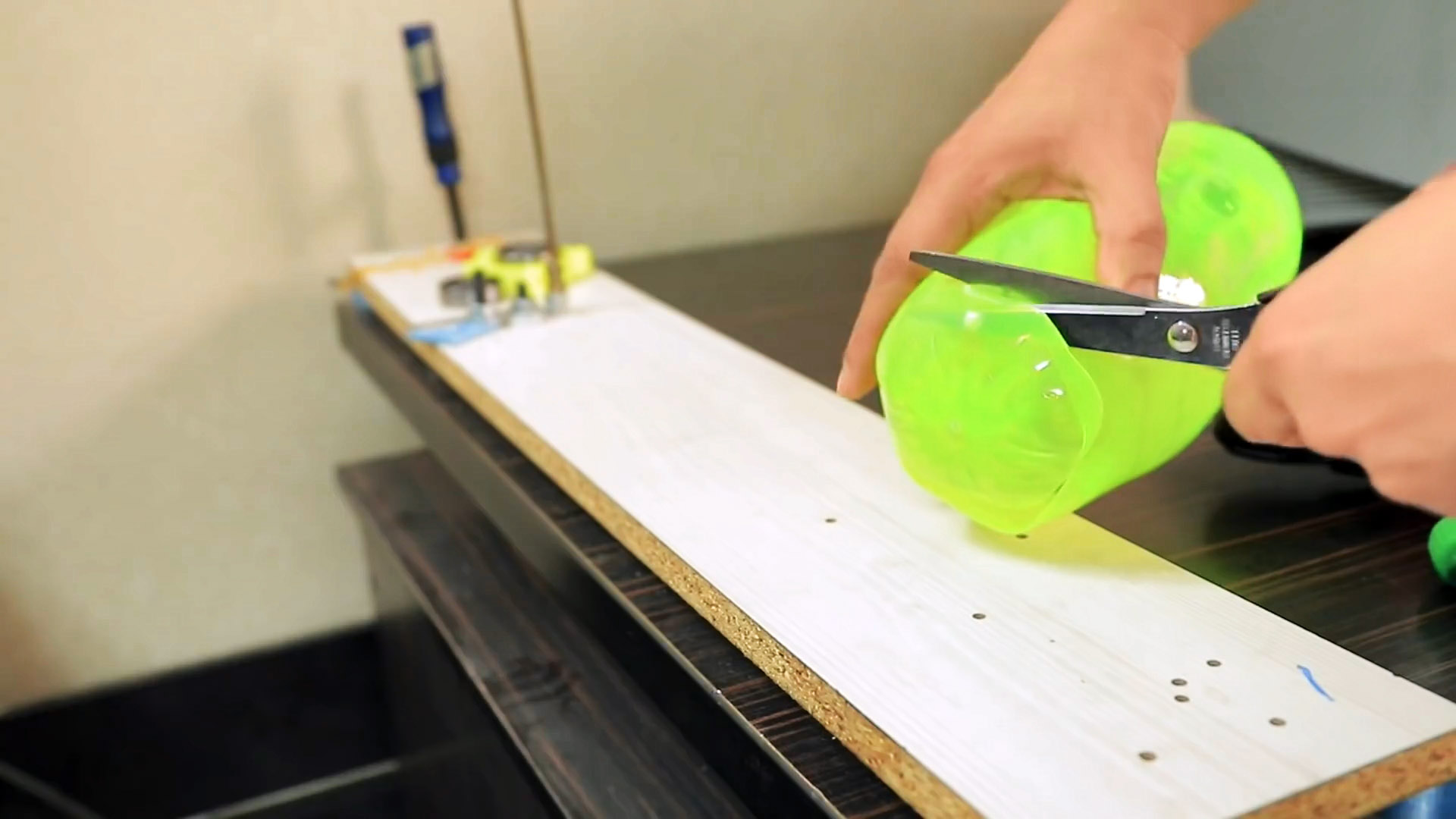
Край ленты срезается под углом, после чего она запускается в сопло разогретого нагревателя. Для работы с ПЭТ лентой его температура должны быть +200-225 градусов Цельсия. Диаметр выходного отверстия сопла делается 1,75 мм, входное же зенкуется, чтобы легче было входить широкой ленте и менять форму.
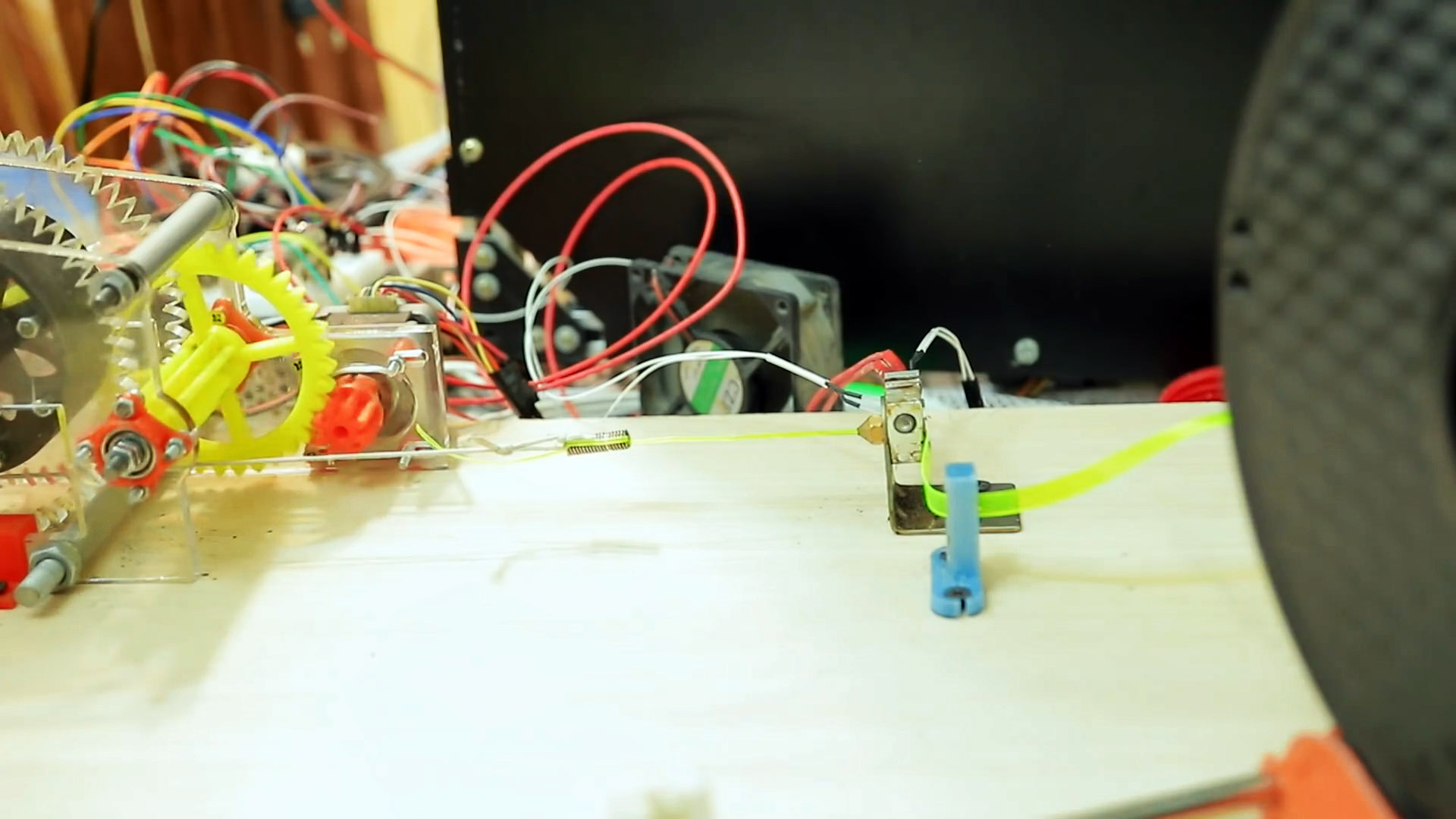
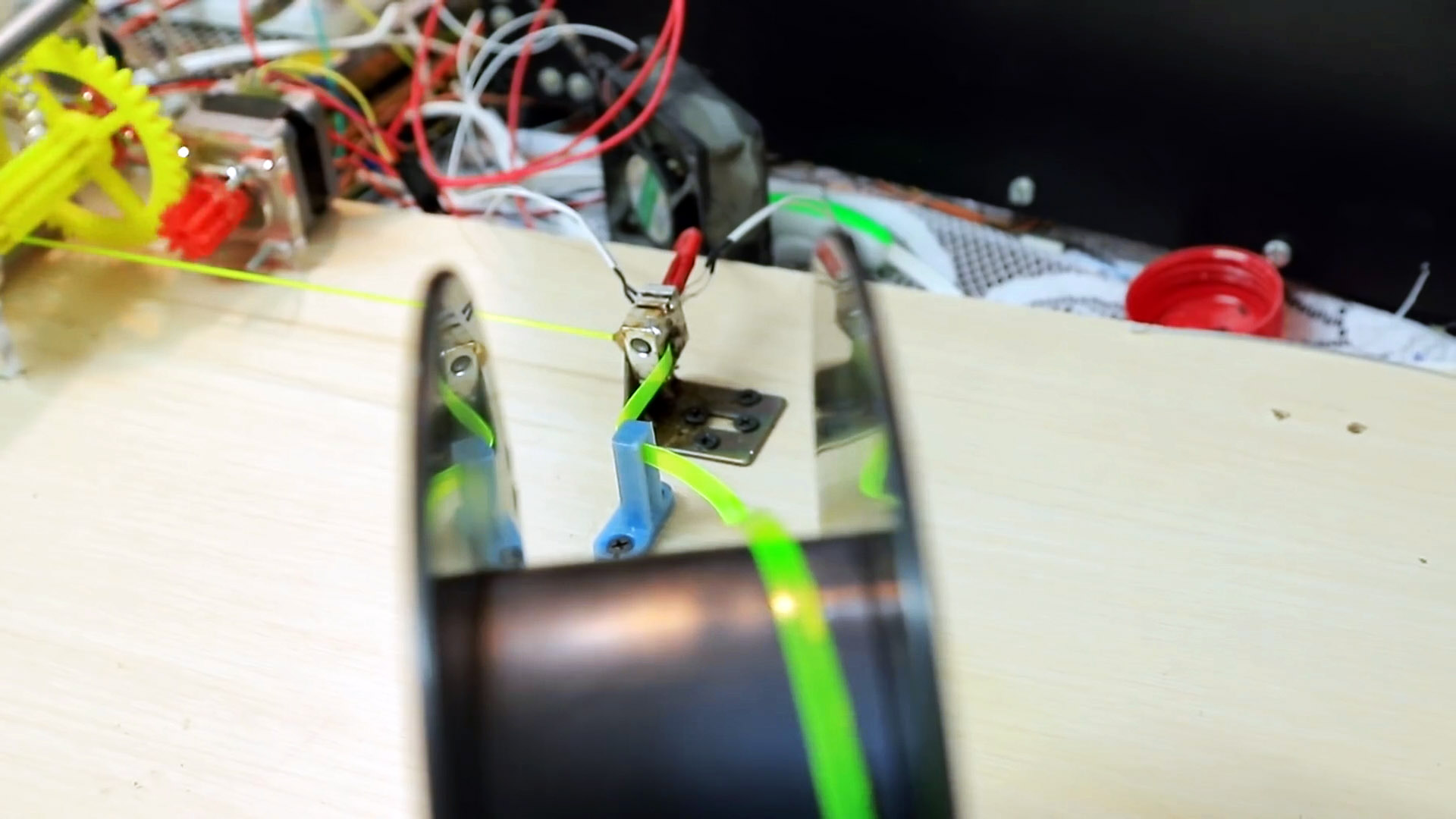
Протянутый сквозь горячее сопло край филамента нужно завязать, и соединить с протяжным и намоточным механизмом. Тот представляет собой шаговый двигатель с редукторами и катушкой. Детали для него можно напечатать на принтере. Скорость намотки делается регулируемой, чтобы лента успевала достаточно нагреваться и менять форму.
Чтобы стержень получался длинным, ленты перед производством можно склеивать между собой, разогревая кончики до +270-280 градусов Цельсия. Изготовленный в итоге филамент отлично печатает при установке температуры +250-260 градусов Цельсия.
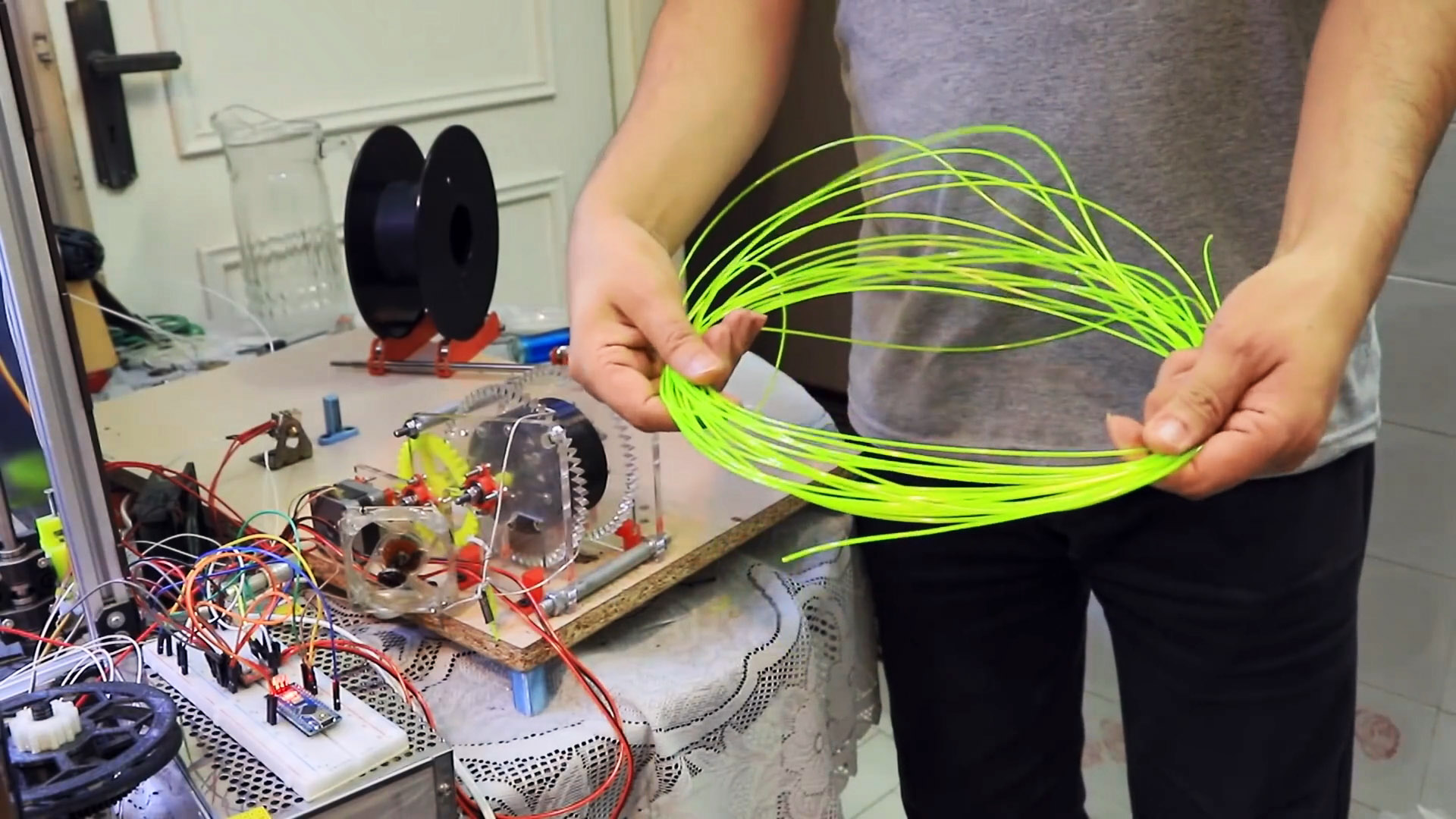
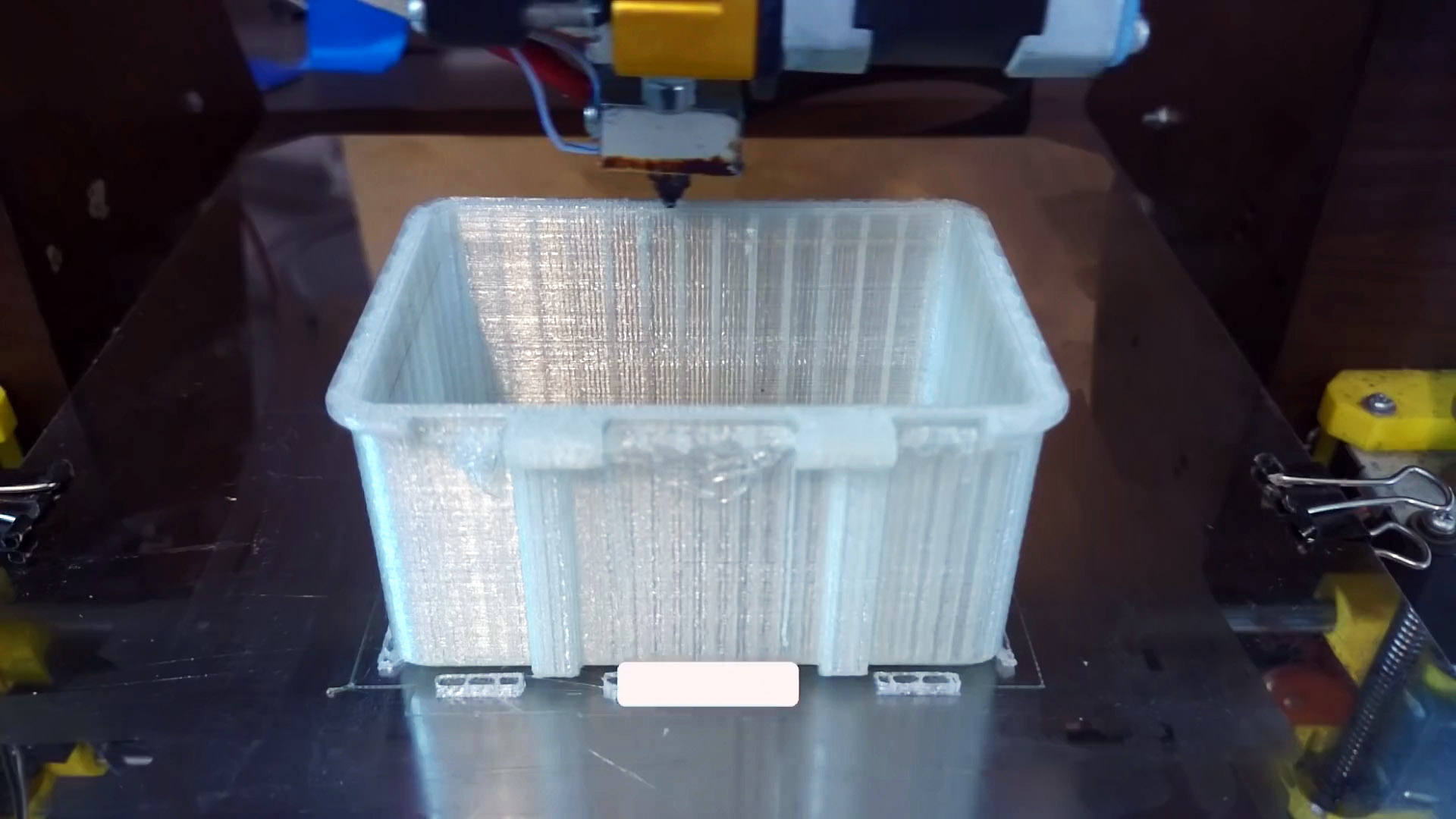
Все необходимое для производства оборудование можно сделать кустарным способом. К нему нет никаких особых требований кроме возможности регулировки. У нагревателя это соответственно температура, а у намоточного механизма скорость вращения катушки. В итоге можно буквально из мусора получать качественный филамент.
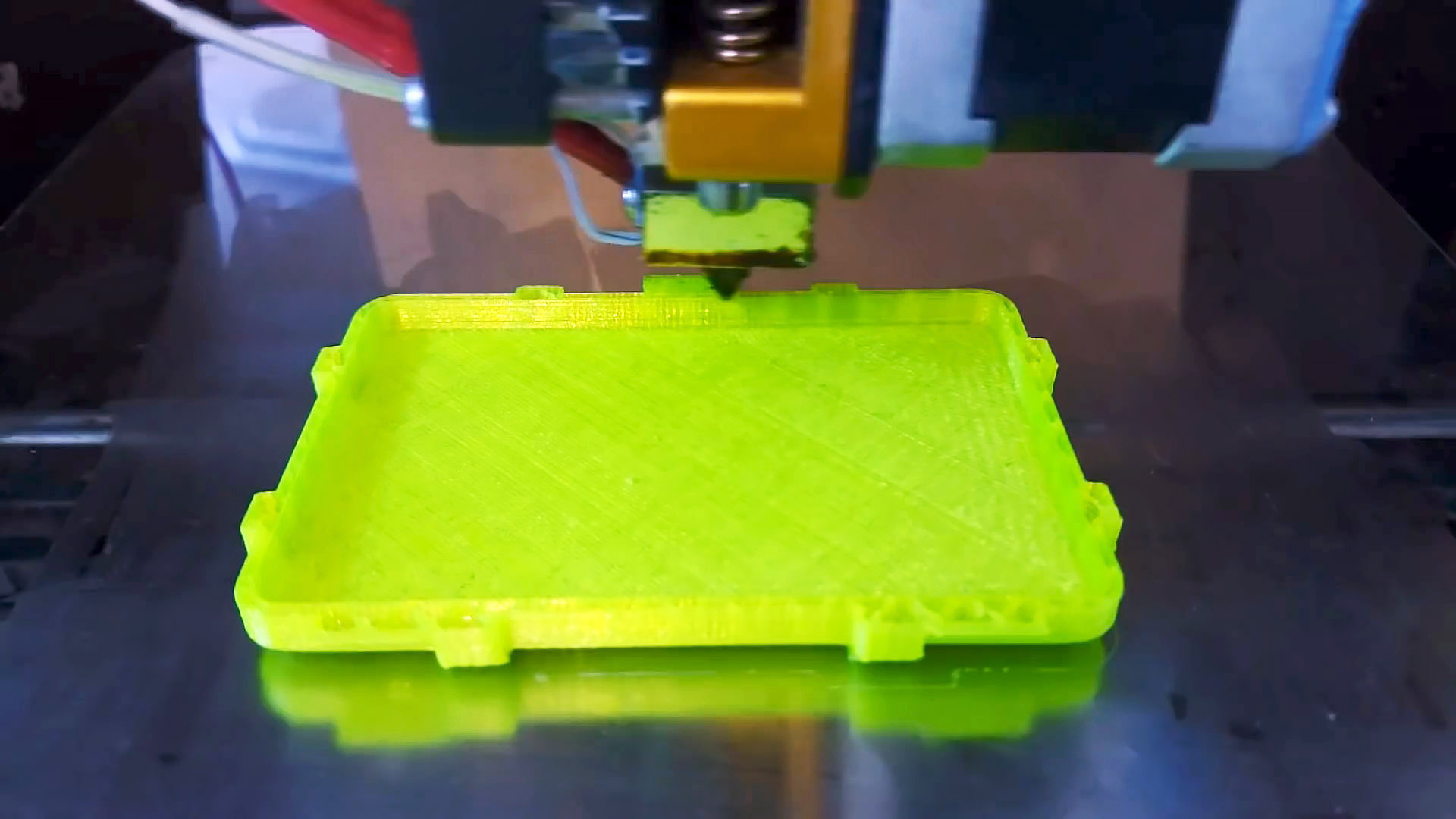
Если лента прямая, а она такая и будет если предварительно разравнивать бутылку, то качество печати таким прутком идеальное.