Среди разъемных соединений особенно распространены резьбовые соединения. Они позволяют при необходимости разобрать узел на детали без повреждений, а затем вновь собрать их вместе. По этой причине конструируются и выпускаются в большом количестве всевозможные резьбонарезные приспособления, как промышленностью, так и многочисленными умельцами.
Ниже рассмотрен вариант резьбонарезного станка на основе электрического двигателя и, закрепленного на его оси, фрикционного нерегулируемого привода в виде обрезиненной втулки.
Необходимые принадлежности
Чтобы не отвлекаться от работы, следует приобрести, найти и подготовить:
- две пластины черного металла размером 150x120x20 мм с отверстием по центру сверху диаметром 30 мм;
- два стальных диска диаметром 200 мм, толщиной 10 мм с односторонней ступицей с наружным диаметром 40 мм и внутренним отверстием 25+ мм с тремя радиальными отверстиями с резьбой М8;
- две медные или латунные втулки с наружным и внутренним диаметром, соответственно 30+ мм и 25+ мм для запрессовки в отверстия пластин 150x120x20 мм;
- заготовка для главной оси из стали длиной 400 м и диаметром 25+ мм после обточки;
- два отрезка трубы длиной 100 мм и диаметром: наружным – 40 мм, внутренним – 25+ мм;
- два стальных стержня длиной 300 мм и диаметром 25 мм (окончательный размер) с глухим отверстием на одном конце с резьбой М10;
- одна стальная пластина шириной 180 мм, высотой 150 мм, толщиной 8 мм с треугольной выемкой в центре сверху для выхода метчика и двумя отверстиям по краям снизу под болты М10;
- два стальных уголка 35x35 мм длиной 150 мм с двумя отверстиями по краям под болт М8;
- два стальных уголка 35x35 мм длиной 500 мм со скошенными под 45о торцами;
- то же длиной 400 мм;
- лист из стали размером 500x400x3 мм;
- переключатель электродвигателя;
- патрон цанговый зажимной от электрической дрели;
- метизы (болты, гайки, шайбы на М8 и М10).
Оборудование и инструменты
Для подготовки деталей и сборки резьбонарезного станка нам понадобится:
- токарный станок;
- гриндер;
- тиски слесарные;
- сварочный аппарат;
- ключи гаечные;
- кернер и молоток;
- масленка со смазочным маслом;
- жидкость для обезжиривания поверхностей;
- краска;
- краскопульт и др.
Процесс подготовки деталей и сборки станка
Некоторые детали полностью готовы к сборке, другие требуют еще некоторой доработки.
1. На гриндере окончательно доводим (убираем заусенцы, скругляем и шлифуем) все грани и поверхности пластин 150x120x20 мм, которые будут в станке выполнять основную силовую функцию, придавая постоянство размерам и необходимую жесткость системе в целом.

2. Зажимаем медные втулки в патрон токарного станка и доводим посадочный диаметр до размера, который гарантированно обеспечит их закрепление с натягом в предназначенных для них отверстиях.
3. Запрессовку втулок производим с помощью слесарных тисков, добиваясь их полной посадки в предназначенные для них отверстия, пока плечики втулок не упрутся в поверхность пластин.

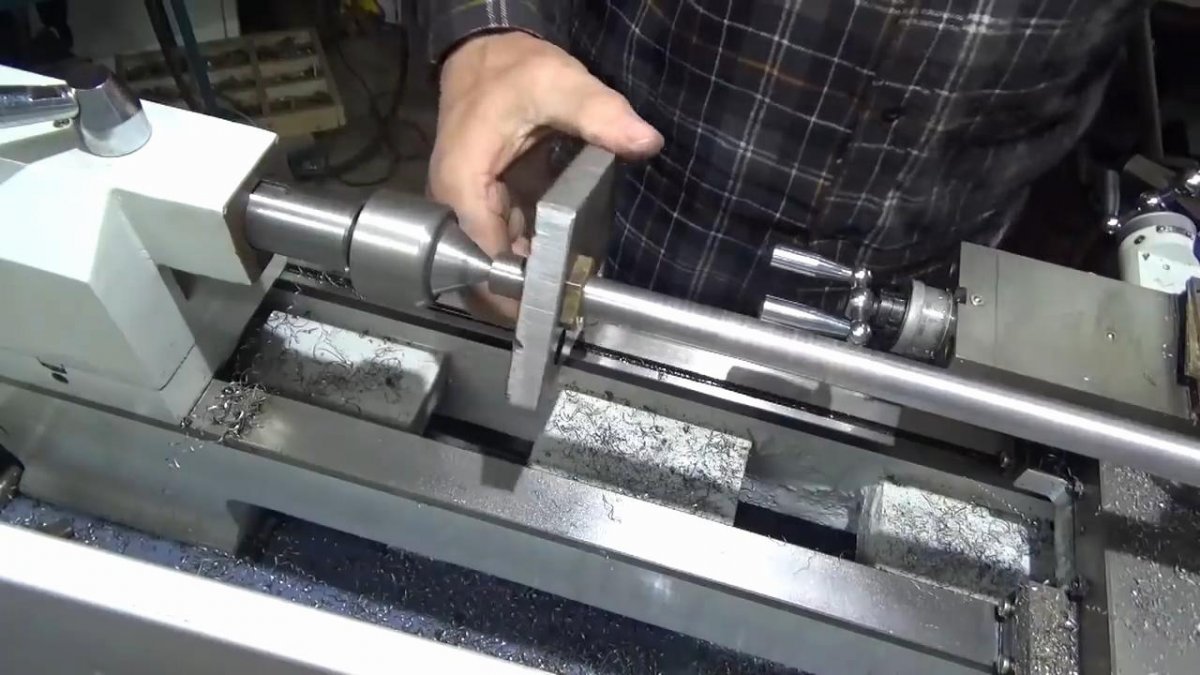
4. Устанавливаем заготовку для главной оси станка на токарный станок. Чтобы обеспечить минимальное радиальное биение заготовки при обточке, снимаем заднюю опору токарного станка и на ее место временно ставим патрон с центровочным сверлом и, включив станок, выполняем на торце заготовки углубление для задней опоры токарного станка.

5. Производим наружную обточку заготовки, контролируя с помощью штангенциркуля диаметр, чтобы не прослабить будущую главную ось. Добившись заданного размера, проверяем свободное скольжение оси по втулке силовой опоры резьбонарезного станка. Если оно недостаточное, включаем токарный станок и притираем втулку к оси.
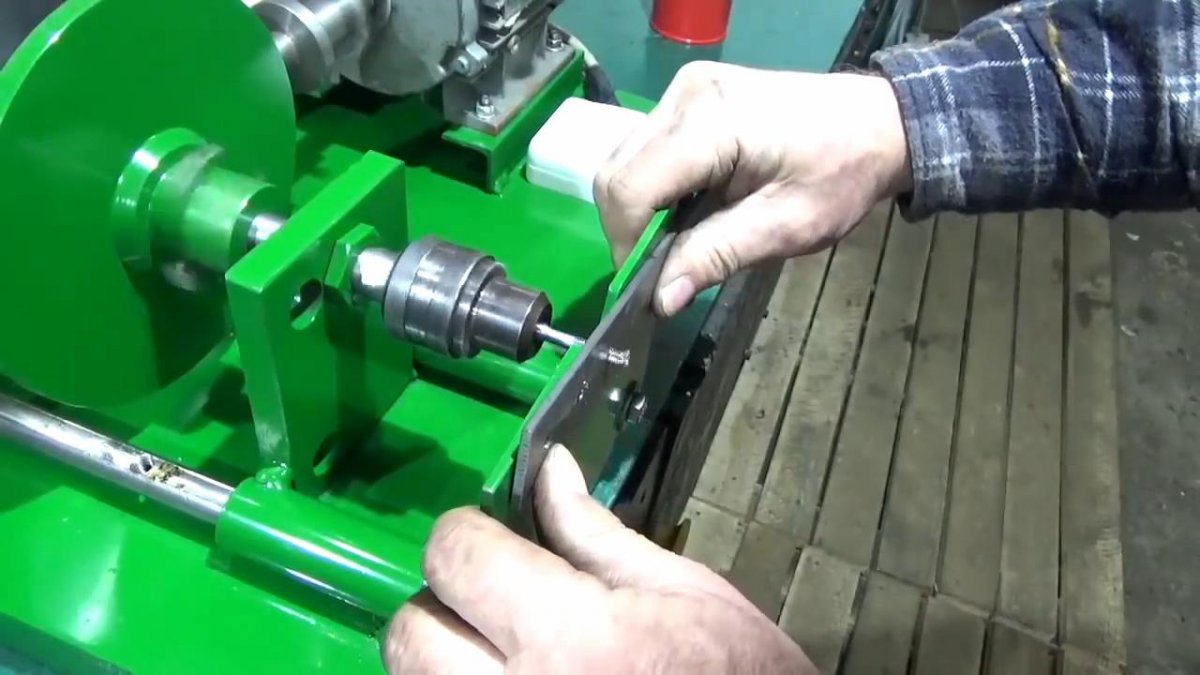
6. Обтачиваем рабочий конец оси под посадочное место цангового патрона, обезжириваем его с помощью соответствующей жидкости и закрепляем патрон.

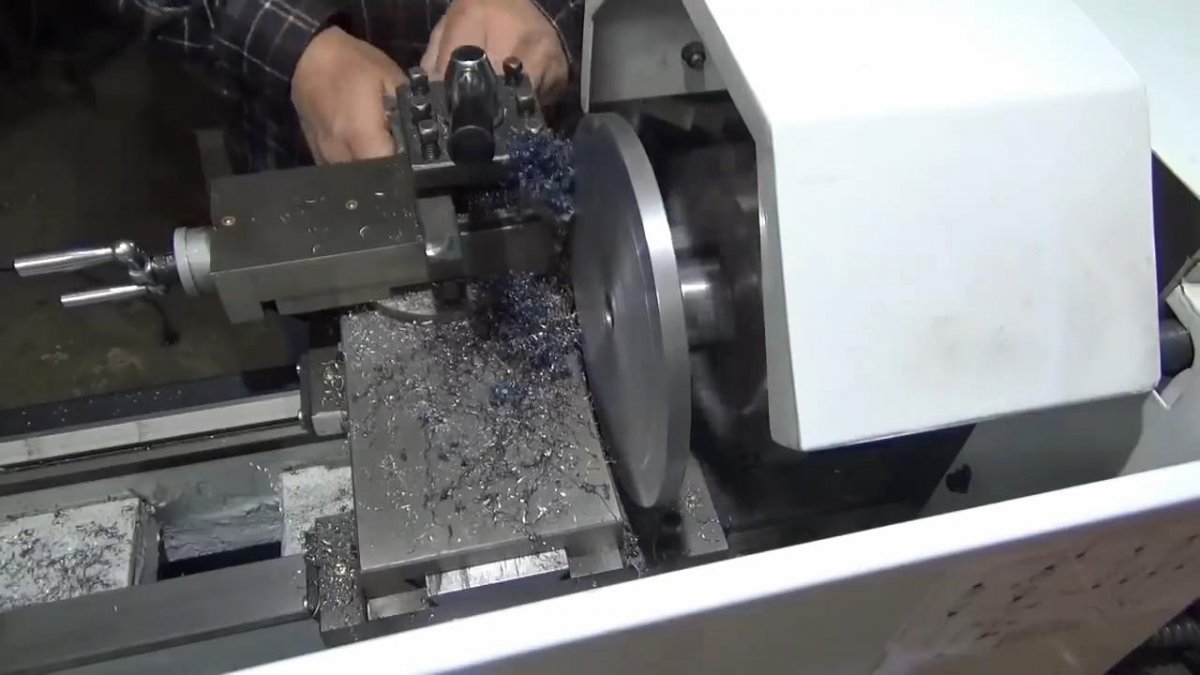
7. Выравниваем обточкой на токарном станке поверхности дисков, которые будут взаимодействовать с обрезиненной ведущей втулкой, и добиваемся требуемого диаметра отверстия в ступице. Точность проверяем, вставляя ось и, проворачивая ее, с одновременным осевым перемещением. Эти движения должны совершаться без заедания и заклинивания.

8. По периметру основания станка укладываем уголки, стыкуем их в углах и привариваем между собой и к листу основания.

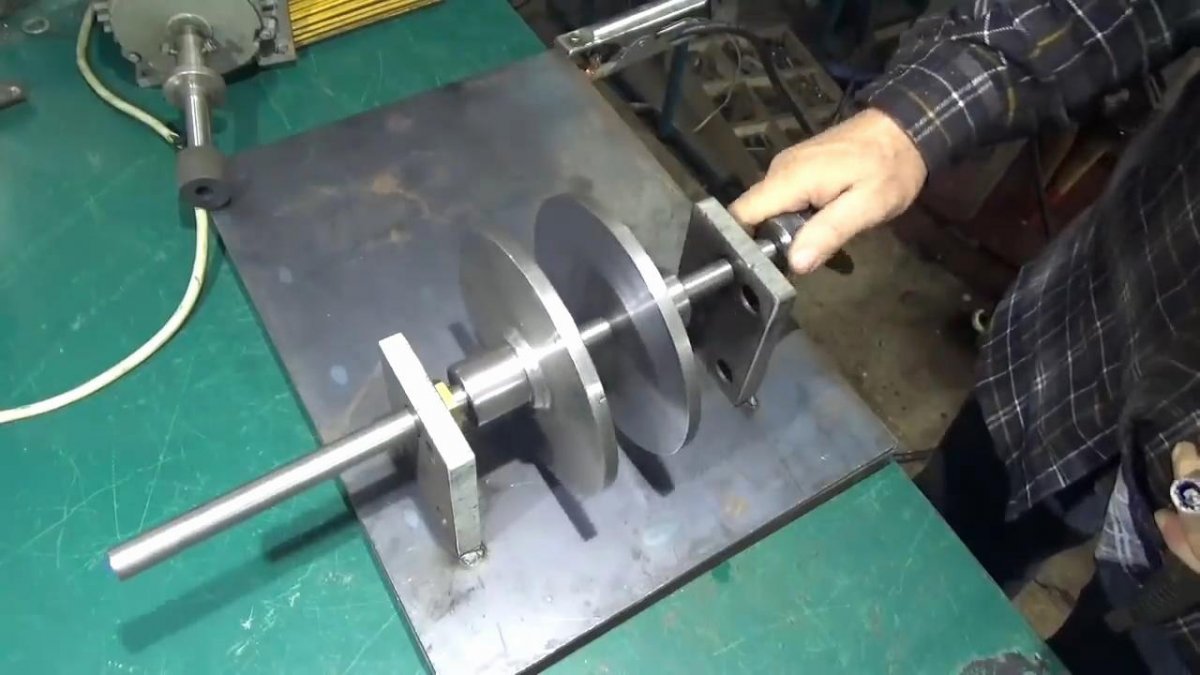
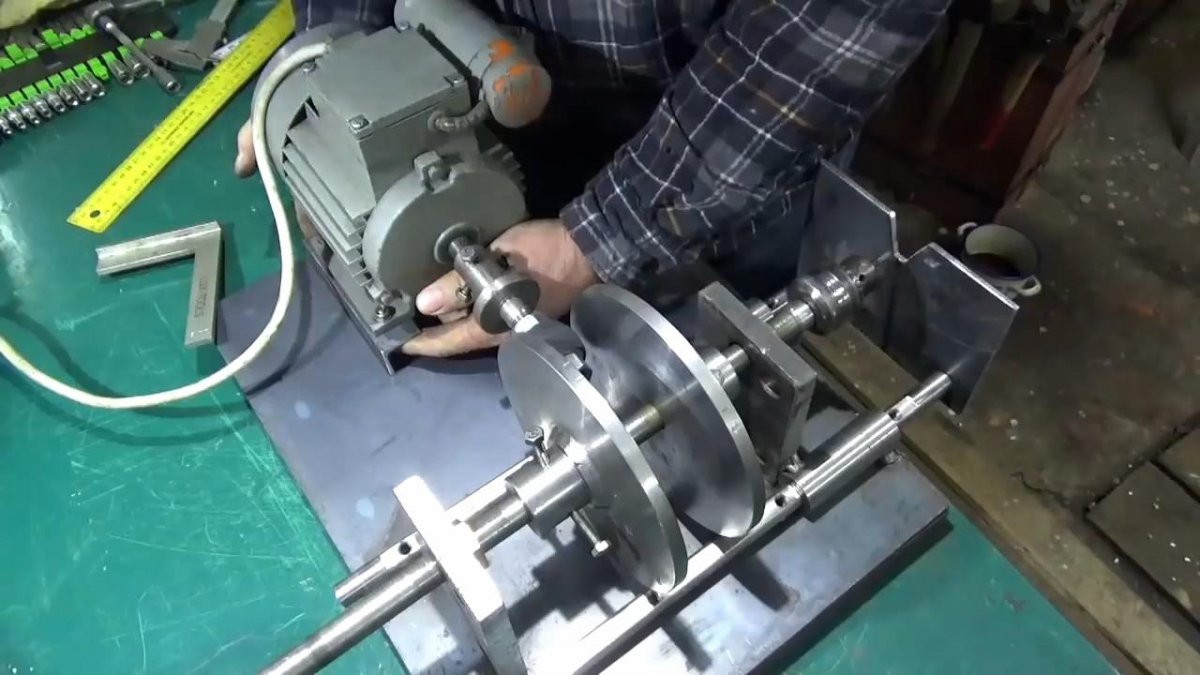
9. На один край основания устанавливаем главную ось с двумя опорами, между которыми располагаются два ведомых диска для рабочего и холостого хода. Примериваем направляющие с трубками и электродвигатель с насаженной на его ось фрикционной (обрезиненной) втулкой.

10. Еще раз проверяем правильность и точность компоновки и с помощью сварочного аппарата привариваем силовые опоры главной оси к основанию станка. После этого еще раз проверяем свободу вращения оси в опорах и ее ход вперед-назад.

11. С наружных сторон лицевой силовой опоры в местах сопряжения с основанием заподлицо с ее передней кромкой привариваем цилиндрические направляющие, по которым будут передвигаться направляющие стержни.
12. Размечаем полки уголков под электродвигатель, намечаем кернером места отверстий для крепления мотора и сверлим их под болты М8. Устанавливаем уголки с закрепленным на них двигателем, выверяем точность установки (перпендикулярность оси двигателя к главной оси станка) и привариваем уголки к основанию.
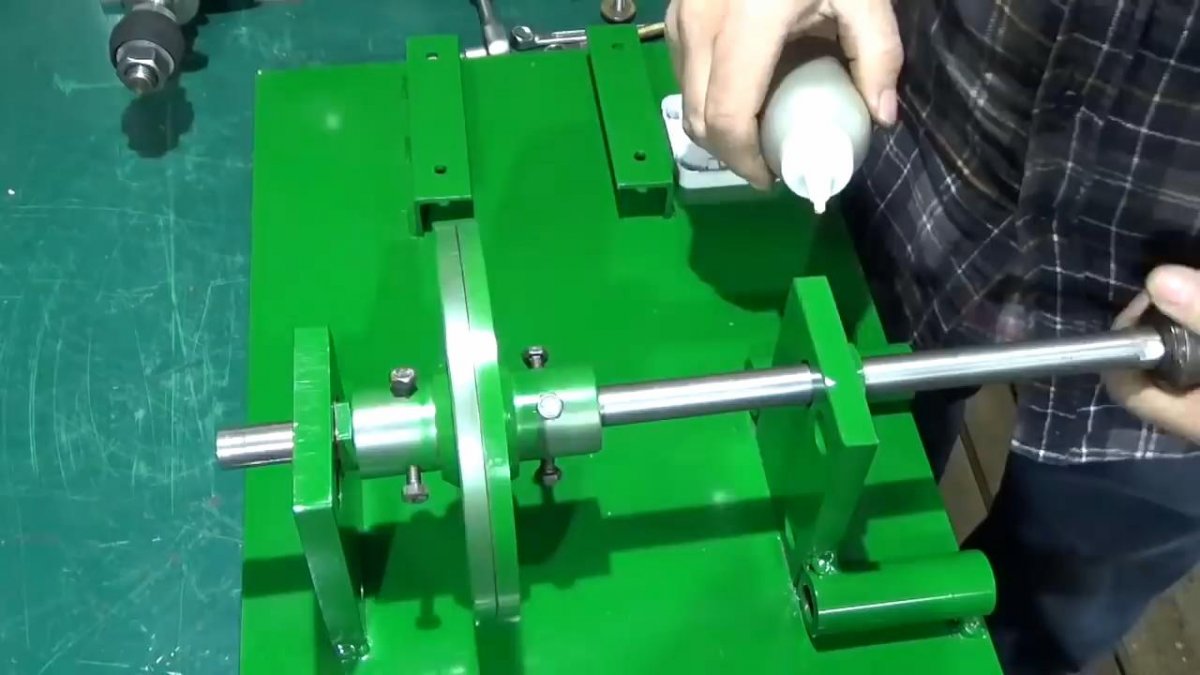
13. Затем вновь разбираем компоновку станка и окрашиваем детали, исключая взаимодействующие между собой (ось, втулки, направляющие, рабочие поверхности дисков и т. д.). Даем краске высохнуть и приступаем к окончательной сборке станка, смазывая трущиеся поверхности машинным маслом.
14. Закрепляем по выверенному месту электродвигатель, устанавливаем на место направляющие. Прикручиваем к их лицевым торцам панель с прорезью для метчика. Затягиваем болты крепления дисков к главной оси от продольного смещения, слегка прижимая их к ведущей фрикционной втулке.
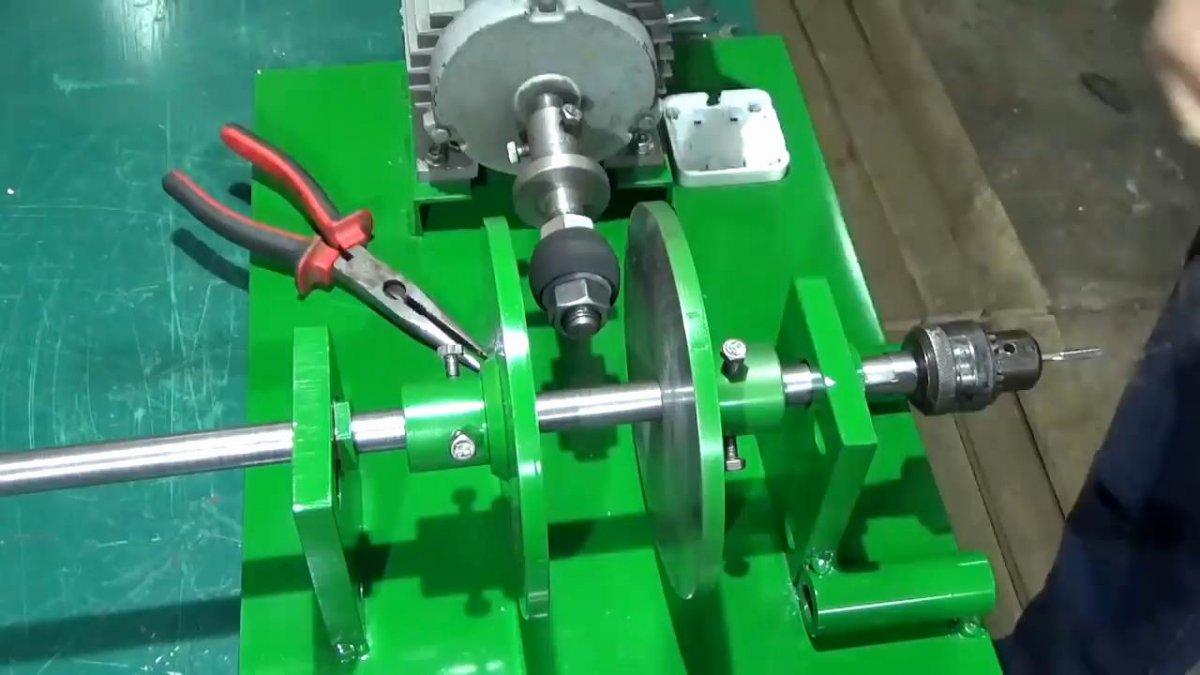
15. Собираем и закрываем крышку переключателя электродвигателя. Резьбонарезной станок полностью готов к работе.
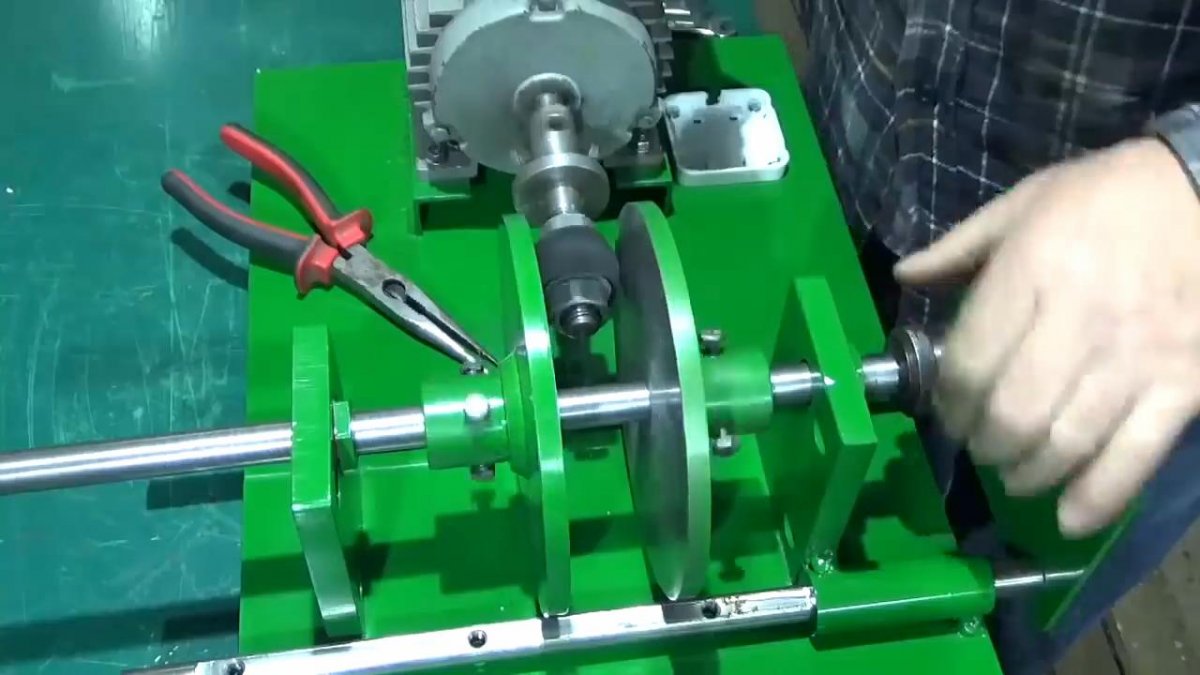
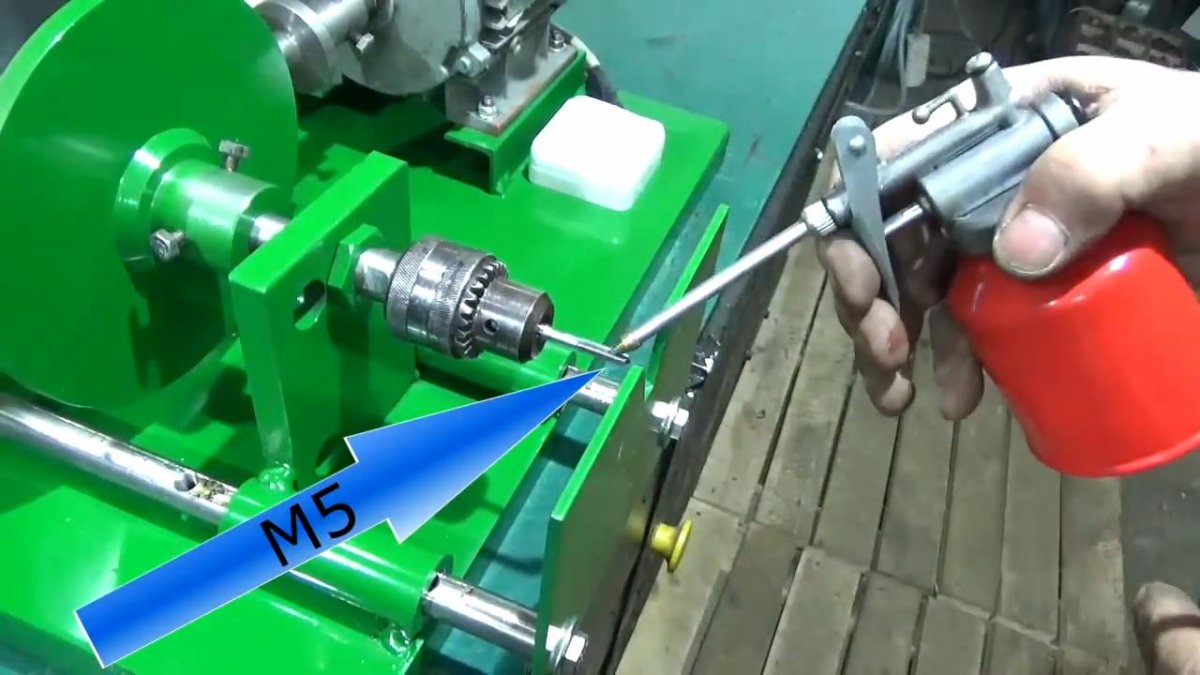
16. Проверяем его работоспособность, поочередно нарезая резьбу в отверстиях под М5, М6 и М8,предварительно смазывая метчики. При надавливании на опорную поверхность деталью, в которой сверлится резьба, инструмент вращается вправо и нарезает резьбу. При оттягивании детали с нарезанной резьбой, метчик начинает вращаться влево и выходит из зацепления с полученной резьбой.


Смотрите подробное видео
Смотрите подробную видеоинструкцию по изготовлению резьбонарезного станка своими руками.














