Конечно, опытному точильщику это нетрудно обеспечить даже при ручной работе. Всем остальным же выдержать необходимый угол заточки будет совсем непросто. Неужели для них проблема тупых ножей останется неразрешимой?
Есть три выхода из затруднительного положения: научиться затачивать ножи, но на это потребуется много времени, терпения и усилий; обращаться каждый раз за помощью к профессионалу и оплачивать его недешевую услугу; сделать самому точилку для ножей и не задумываться об угле заточки.
Ниже будет рассмотрен способ изготовления приспособления для заточки ножей на основе электрического точила с двумя абразивными кругами.
Понадобится
Чтобы работа не отняла много сил и времени, неплохо иметь в наличии: сварочный аппарат, станки (сверлильный, фрезерный и токарный), маятниковую пилу, дрель, гриндер, гаечные ключи, разметочный инструмент и др.
Из материалов и комплектующих, кроме уже упомянутого электрического точила, необходимо запастись:
- металлическим листом толщиной 10 мм;
- трубами квадратного сечения (два куска смежных размеров);
- круглым металлическим стержнем длиной до 400 мм и диаметром 15-20 мм;
- резьбовым крепежом (болты, гайки, шайбы) и др.
Изготовление точила для ножей
Работа будет состоять из двух относительно независимых этапов: обустройства электрического точила и изготовления держателя ножа, обеспечивающего требуемый угол заточки.
Обустройство точила
Одним из необходимых условий качественной заточки ножей является устойчивость заточного инструмента. Поэтому в качестве основания под электрическое точило используем подходящий по размерам и толщине металлический лист.

С помощью рулетки, керна и молотка выполняем разметку центров четырех отверстий, повторяющих отверстия на плите электрического точила. Сверлим по разметке на сверлильном станке отверстия и с помощью болтов и гаек закрепляем электрическое точило на металлическом основании.

Отрезаем маятниковой пилой заранее рассчитанные по длине два куска квадратных труб, причем, одна должна свободно, но без большого зазора, входить в другую.

В трубе меньшего сечения с одного конца фрезеруем сквозное отверстие, диаметр которого должен быть чуть больше диаметра металлического стержня. Во второй трубе также с одного конца намечаем и сверлим отверстие под стопорный болт.

Трубу большего сечения привариваем по центру к основанию, напротив закрепленного точила, в таком положении, чтобы фиксирующий болт смотрел наружу и был сверху. Чтобы капли расплавленного металла, искры и окалина от сварки не повредили электродвигатель, укрываем его сварочным одеялом.

Вставляем в просверленное отверстие в трубе меньшего сечения стержень строго до середины и привариваем его в этом положении к трубе, предварительно проконтролировав прямоугольным треугольником перпендикулярность этих сопрягаемых деталей.


Если это не было сделано заранее, снимаем электрическое точило с основания и производим ревизию электрической коробки, после чего вновь устанавливаем точило на место и проверяем его работоспособность.
Вставляем трубу со стержнем в приваренную к основанию трубу и с помощью болта можно выставлять необходимую высоту для заточки конкретного ножа. Это был последний этап обустройства электрического точила. Приступаем ко второй фазе работы.


К электрическом точиле меняем направление вращения.


Изготовление держателя ножа
Как уже было отмечено, качество заточки ножей, в первую очередь, зависит от обеспечения постоянства угла заточки. Держатель, который мы собираемся изготовить, как раз предназначен для этого.
Размечаем металлическую заготовку в соответствии с намеченными размерами трех элементов, которые будут обеспечивать захват и надежное удержание лезвия ножа под заданным углом к поверхности круга при заточке.

Отрезаем их маятниковой пилой с добавлением смазки для улучшения качества реза и сохранности диска пилы.
Зажимаем все три элемента «пакетом» в тиски фрезерного станка и обрабатываем поверхности под требуемый размер и при каждой смене позиции снимаем заусенцы ручным напильником.



На двух заготовках формируем губки для захвата и удержания лезвия ножа. Для этого каждую из них фрезеруем под их размер с одной стороны. Третья заготовка фрезеруется с двух сторон под размер. Она будет служить основой для закрепления к ней боковых захватов с губками.

На детали, которая будет находиться посередине, на фрезерованной части делаем разметку под два отверстия, расположенных симметрично продольной оси ближе к краям и немного смещенных к основанию. Сверлим их на сверлильном станке.
Используя эту деталь в качестве образца, размечаем на двух других заготовках ответные точки с помощью дрели и тонкого сверла.
Затем отмеченные места рассверливаем большим по диаметру сверлом на небольшую глубину (делаем, своего рода, гнезда-углубления).
Вкручиваем в отверстия центрального элемента по два штифта необходимой длины с одинаковым выходом, которые при установке боковых элементов, войдут в углубления и будут удерживать их, но при этом не мешать губкам, сходиться и расходиться.
В боковых элементах-губках в геометрическом центре намечаем и сверлим отверстия одинакового диаметра и ручным метчиком нарезаем в них резьбу.
Фрезеруем наружные края губок для законченности внешнего вида приспособления и удобства в работе. Также снимаем с двух сторон фаски на торце фрезеровки центрального элемента, чтобы не мешать регулировке губок.

По центру основания центрального элемента намечаем и сверлим глухое отверстие под оправку.
Смешиваем двухкомпонентный клей и закрепляем с его помощью оправку необходимой длины в глухом отверстии. Даем соединению схватиться и затвердеть. Для этого закрепляем центральный элемент с оправкой в деревянных тисках.
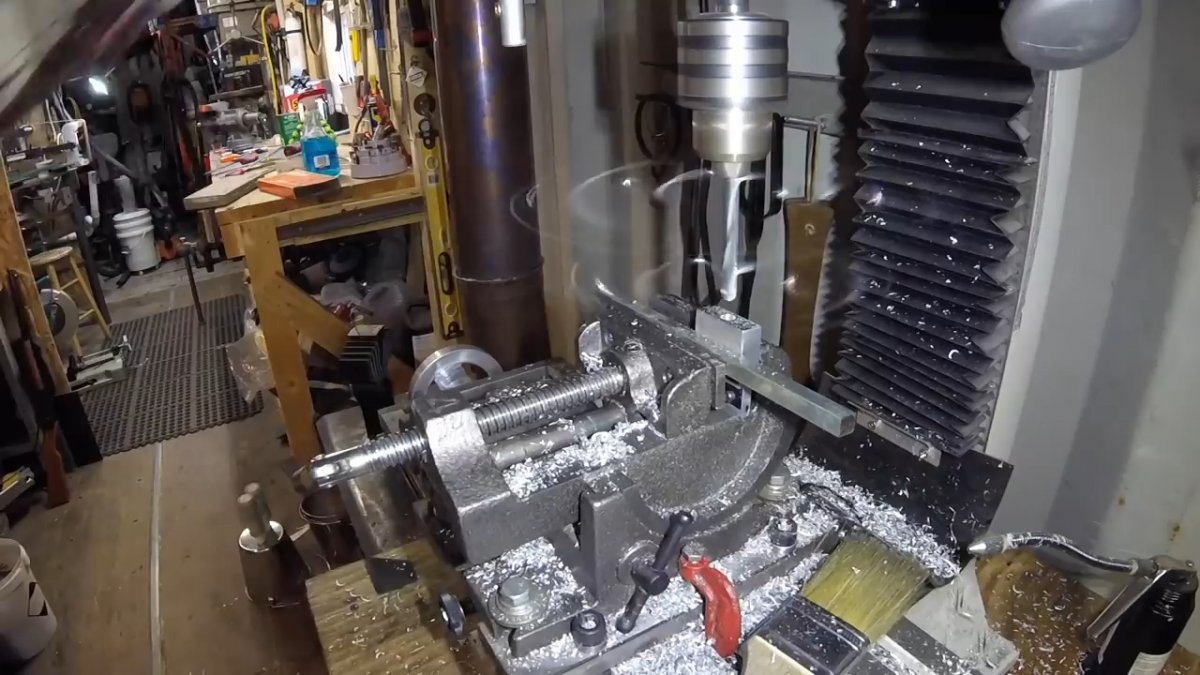
Зажимаем в патроне токарного станка металлический пруток расчетного диаметра и сверлим по центру отверстие чуть больше диаметра оправки, периодически добавляя смазку в зону сверления.
Затем отрезаем цилиндр высотой около 10-12 мм и на боковой поверхности сверлим отверстие с последующим нарезанием резьбы с помощью метчика под стопорный винт.


На одной из боковых элементов с наружной стороны рассверливаем центральное отверстие для установки головки болта впотай.
Окончательно доводим поверхности приспособления путем обработки на гриндере, вначале наждачной бесконечной лентой, а затем ворсовой лентой.


Остается собрать элементы регулируемого держателя воедино, вворачивая соединительный болт в губки и, закрепляя на оправке цилиндрическое кольцо, устанавливая его в нужном месте с помощью стопорного винта.
Испытание приспособления
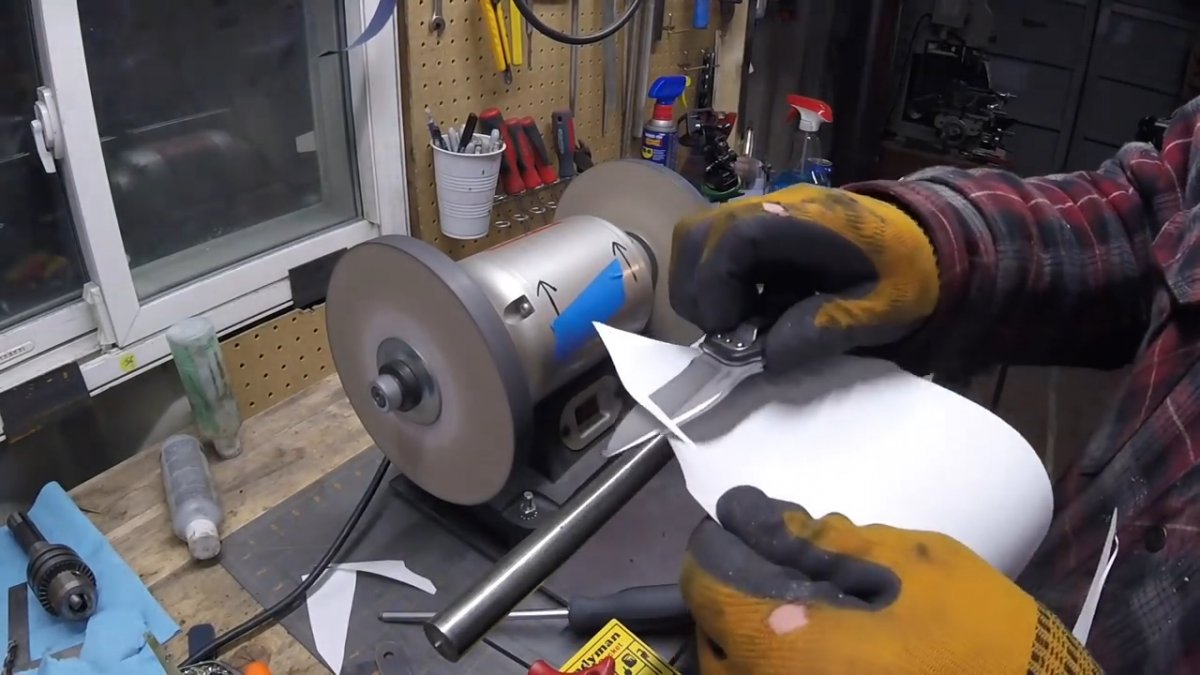
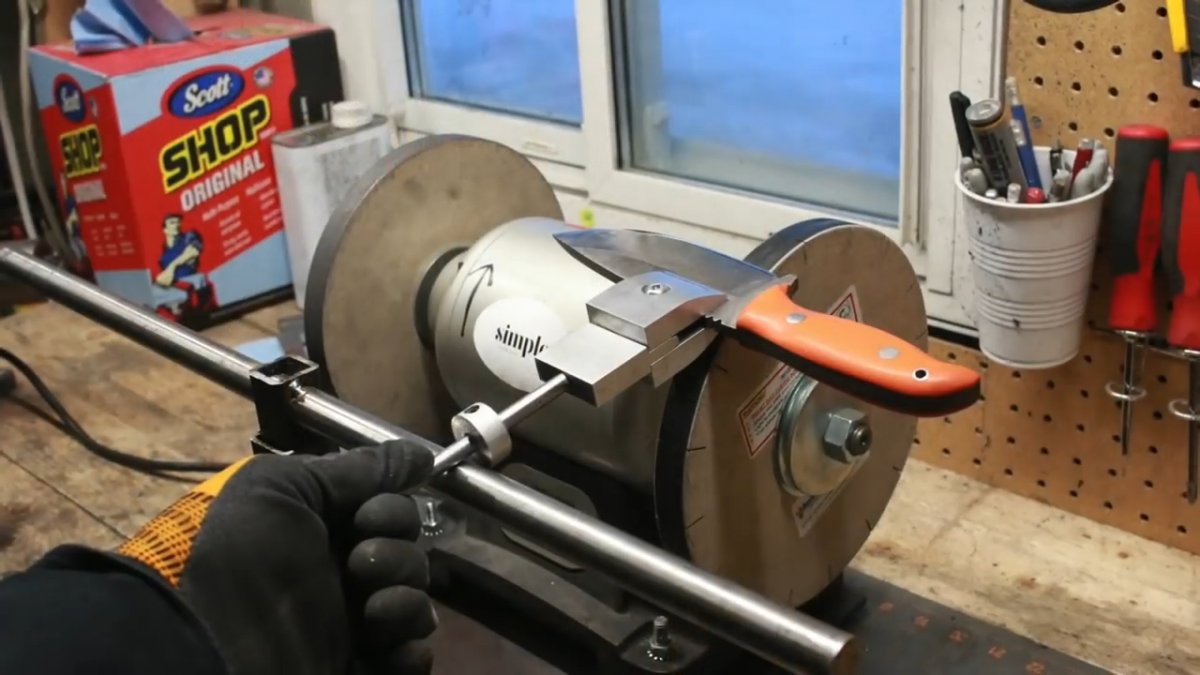
Зажимаем в губках держателя лезвие ножа и выставляем необходимую высоту поперечного стержня и длину оправки путем смещения вниз или вверх цилиндрического кольца и, стопоря его там, где это необходимо посредством специального винта.
Чтобы угол заточки оставался одинаковым по всей длине лезвия, достаточно обеспечить скольжение цилиндрического кольца, закрепленного на оправке, по поверхности стержня, установленного горизонтально перед кругами электрического точила.


После непродолжительной заточки без всякого напряжения, нож легко режет лист писчей бумаги на весу, что подтверждает отличную его заточку.