Цинк можно нанести самому гальваническим способом, но при этом не забывать о технике безопасности. При работе следует пользоваться респиратором, резиновыми перчатками, защитными очками, а все операции проводить на улице или в хорошо проветриваемом помещении.

Понадобится
Для гальванической оцинковки металла нам потребуются вполне доступные и недорогие материалы и изделия:
- цинк (например, корпуса соляных батареек);
- ортофосфорная кислота;
- ржавая металлическая пластина;
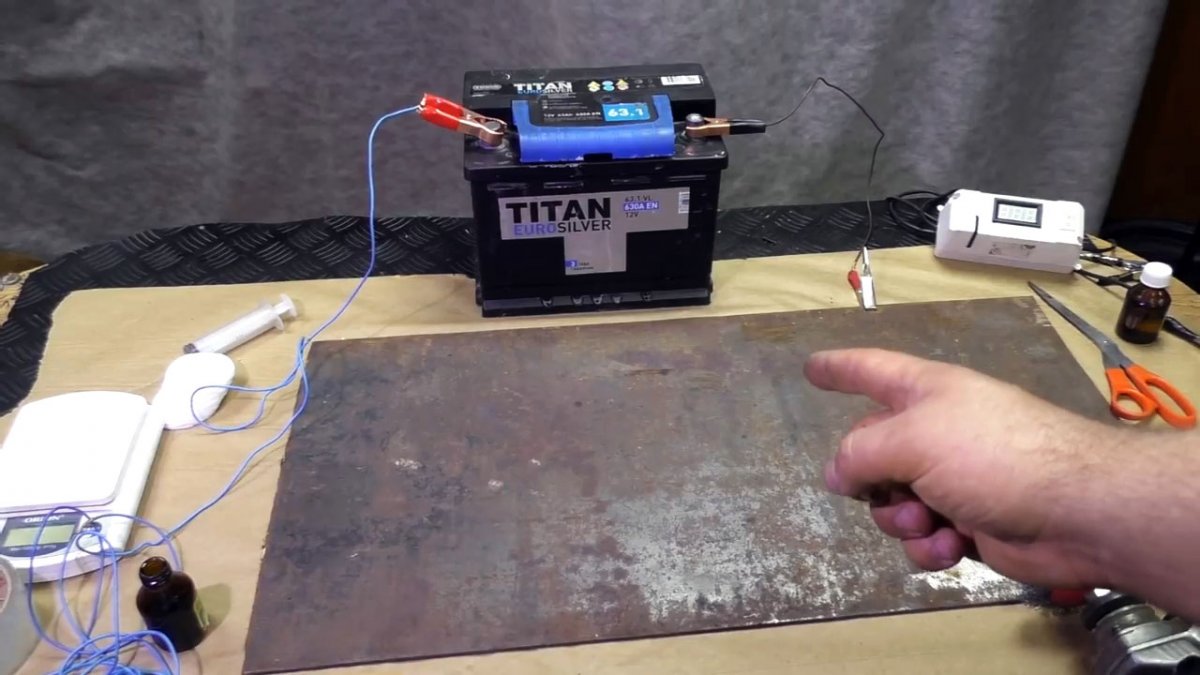
- аккумуляторная батарея на 12 В;
- тонкий провод;
- небольшой магнит;
- ватные диски и резиновые кольца;
- скотч;
- медицинский шприц.
Из инструментов мы будем пользоваться: газовой горелкой, ножницами, отверткой, бытовым феном, ножом, болгаркой и амперметром.
Процесс гальванической оцинковки металла
В условиях гаража трудно осуществить полную оцинковку автомобильного кузова, но защитить пороги, крылья, зону номерного знака или удалить «жучки» вполне возможно. Источником цинка могут быть корпуса соляных батареек, цинковые аноды, аккумуляторы и др.
Как распознать цинк? Поскольку он не намагничивается, то магнит к нему не притягивается. Также цинк легко плавится газовой горелкой, т. к. температура его плавления равна 419 градусов Цельсия.


Процесс гальванической оцинковки протекает медленно. Для его ускорения кусочки цинка растворим в ортофосфорной кислоте, которая будет выполнять функции электролита.


Для быстрого растворения цинка в кислоте емкость нагреем феном для сушки волос.


Приступаем к практической стороне дела. Для этого используем ржавую металлическую пластину. Удаляем с нее ржавчину, используя болгарку с проволочным диском.
В качестве анода используем большую соляную батарейку, удалив металлическую крышку, графитовый стержень и полувлажную смесь графита с окисью марганца, а также солей в качестве электролита.


На одном конце цинкового корпуса кольцевой резинкой закрепляем ватный диск, а с другой – провод от плюсовой клеммы аккумулятора. Минусовую клемму батареи соединяем с металлом.
Часть очищенного от ржавчины участка металлической пластины заклеиваем скотчем, чтобы создать четкую границу между оцинкованной зоной и частью, не покрытой слоем цинка.

Чтобы не перегрузить аккумулятор при гальванической оцинковке, подключаем амперметр со шкалой до 100 А. Если нет тонкого провода, можно обойтись и толстым, врезав в него лампочку.
Набираем в шприц ортофосфорную кислоту с растворенным цинком и пропитываем ватный диск.

Сперва оцинковываем участок пластины, не очищенный от ржавчины, который вначале протекает при силе тока около 15 А, а затем падает до 2-3 А.
Даже ржавый металл покрывается слоем цинка, который реально виден. Но наличие ржавчины ухудшает процесс оцинковки, однако при некотором усердии можно добиться неплохих результатов.
Вновь пропитываем ватный диск электролитом и приступаем к оцинковке чистого участка пластины. Видно, что процесс начинается при силе тока ниже, чем в предыдущем случае, а затем протекает при тех же 2-3 А. Даже внешне видно, что качество оцинковки по чистому металлу выше, чем по ржавчине.
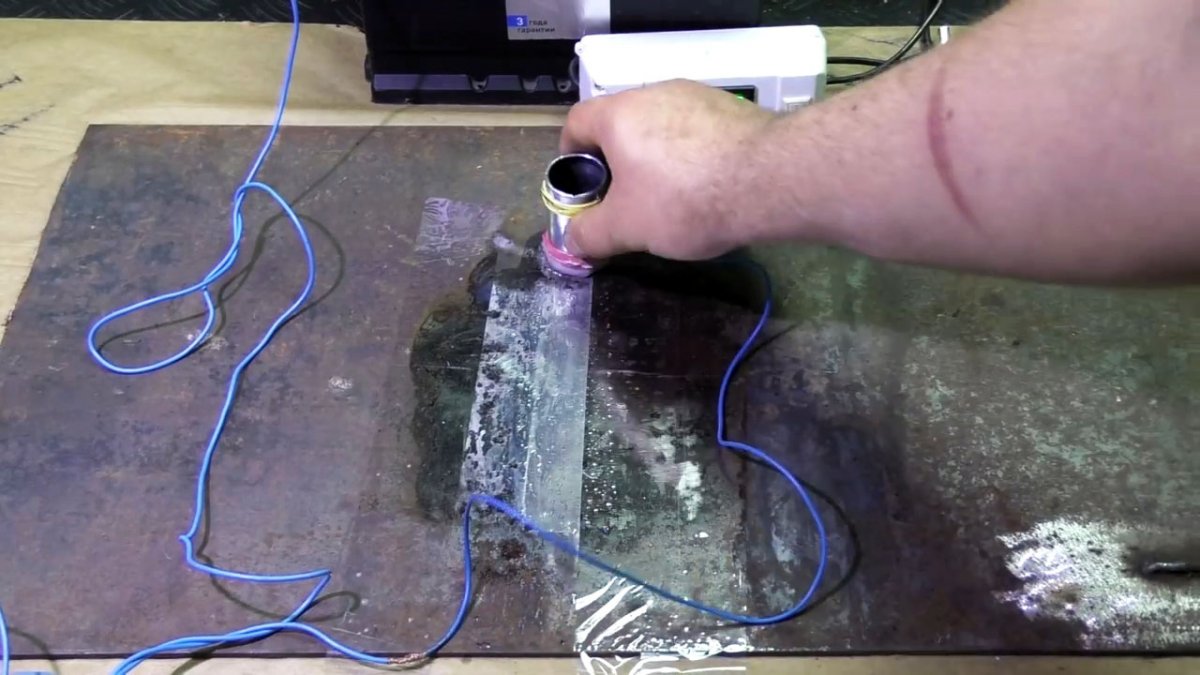
Для сравнительной оценки степени оцинковки удаляем скотч и убеждаемся в наличии четкой грани между оцинкованной и еще необработанной поверхностью. Может возникнуть подозрение, что разница обусловлена только действием кислоты, но не батарейки.

Установим истину. Для этого отсоединяем батарейку от аккумулятора. Пропитываем ватный диск электролитом и обрабатываем очищенный металл. Видим, что ничего не происходит. Вновь подсоединяем провод и подаем напряжение на батарейку. Начинаем ею водить по металлу и сразу же видим, что процесс оцинковки пошел. Через некоторое время граница между двумя частями металла исчезает.
Если покрытие темное, т. е. хрупкое и пористое, значит либо мы медленно водили анодом, либо слишком большой ток, либо на вате нет электролита.
После нанесения цинка, тщательно промываем место цинкования водой для удаления электролита. Также перед покраской обезжириваем поверхность. Это продлит жизнь детали или кузова.














