Материалы:
- рессора от грузовика;
- круглая болванка для проточки направляющей;
- пружина сжатия;
- стальная пластина 10 мм;
- стальной квадрат 20х20 мм;
- длинная шпилька М6;
- гайки М6 – 2 шт.;
- гайки М8 – 2 шт.
Процесс изготовления станка для кованой решетки
Для изготовления матрицы станка, формирующей изгибы прутьев сетки, можно использовать грузовую рессору. От нее отрезается 2 заготовки одинакового размера. Их нужно переточить так, чтобы у одной по центру получился выступ, а у второй выемка. Размеры выемки и выступа подгоняются под ширину полосы, с которой планируется работать при изготовлении решетки. Оптимально ориентироваться на полосу 20х4 мм.




Далее нужно заказать у токаря или выточить самостоятельно направляющую для верхнего штампа. Она состоит из 2-х элементов: вала с головкой и трубки, которая на нем скользит.

Сбоку на них делается 2 паза. В пазы вставляются штифты.


Затем они привариваются к головке вала. Это позволит направляющей не проворачиваться. На вал направляющей устанавливается пружина. Затем она поджимается высоченной массивной шайбой. Сама шайба приваривается.




Из листовой стали 10 мм нужно вырезать основание для станка. К центру подошвы приваривается штамп с выемкой. Штамп с выступом приваривается к ранее сделанной скользящей направляющей.

Теперь необходимо закрепить верхний штамп относительно нижнего. Для этого между ними временно прокладывается полоса, на работу с которой делается станок, и вставка 1,5 мм для создания зазора. Затем используя квадрат сваренный буквой «Г», нужно приварить трубку направляющей к подошве станка.

Для регулировки шага между волнами требуется сделать откидное приспособление. Для этого на длинную шпильку М6 накручивается гайка М6, затем надевается 2 гайки М8 и все поджимается второй гайкой М6. Шпилька приваривается к основанию станка через проставку. Она должна расположиться параллельно движению продвигаемой в нем полосы. На центральные гайки приваривается флажок. Он будет подвижным и позволит контролировать отступ между волнами.



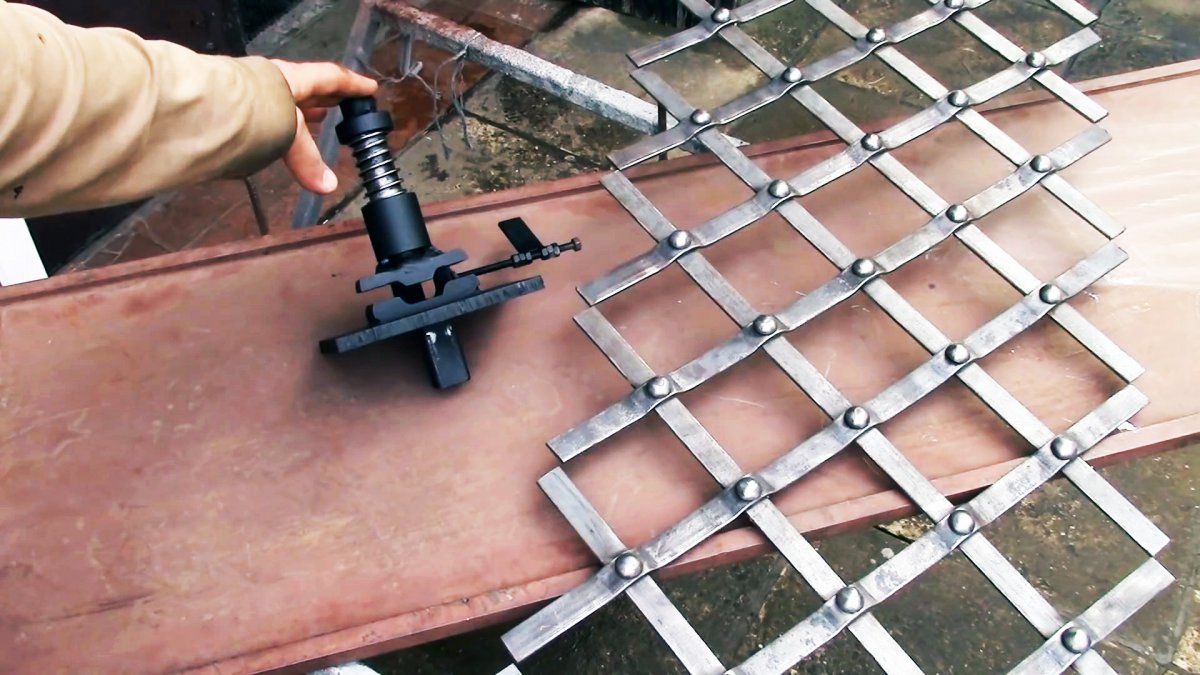
Снизу подошвы приваривается отрезок профильной трубы, что позволит фиксировать станок на наковальне или в тисках. Чтобы воспользоваться станком, нужно раскалить заготовку полосы. Она вставляется под штамп и сгибается ударами молота по направляющей. Затем заготовка продвигается дальше, пока откидной флажок не упадет в сделанную волну, и формируется следующий изгиб.

Для удобства в горн закладываться несколько заготовок. Пока выполняется работа с одной, остальные греются. Как только текущая остывает, вместо нее берется следующая, а первая отправляется на повторный нагрев. Сделав достаточное количество заготовок с вонами, можно соединить их в решетку с ровными полосами. Крепление выполняется на заклепки по пересечению ячеек.

















