
Основные материалы:
- большие подшипники – 2 шт.;
- подшипники с наружным диаметром 30-50 мм - 3 шт.;

- уголок;
- профильная труба;
- листовая сталь 5 мм или толще;
- кругляк 20 мм;
- квадрат 10-15 мм;
- болт М20-М30 с гайкой.

Процесс изготовления станка
Для изготовления силовой части станка необходимо вварить во внутреннюю обойму большого подшипника трубу квадратного сечения, сваренную из уголков.



Она должна выступать за подшипник на 80-100 мм, что будет нужно для зажатия станка в тисках.


Под сваренную трубу подбирается профильная труба, которая сможет входить в нее практически без зазора. Проще всего изначально сваривать уголки вокруг нее, и потом если они не будут вмещаться в обойму, просто подточить их по углам.
К наружной обойме подшипника приваривается плечо из толстой листовой стали. С одного торца оно срезается под радиус подшипника для большей площади прилегания при сварке.


В нем просверливаются несколько отверстий в ряд.

Затем к плечу доваривается рычаг из кругляка.


В одно из отверстий в плече необходимо вставить болт с надетыми подшипниками, и затянуть его гайкой. В результате получится гибочный ролик. В дальнейшем в зависимости от толщины сгибаемого проката ролик нужно будет переставлять на разные отверстия в плече.


Далее нужно сделать захват для фиксации края проката при сгибе под углом. Для этого из полосы вырезаются 2 Г-образные заготовки.

Между ними ввариваются распорки, и захват помещается в ранее заготовленную профильную трубу. Детали свариваются между собой.


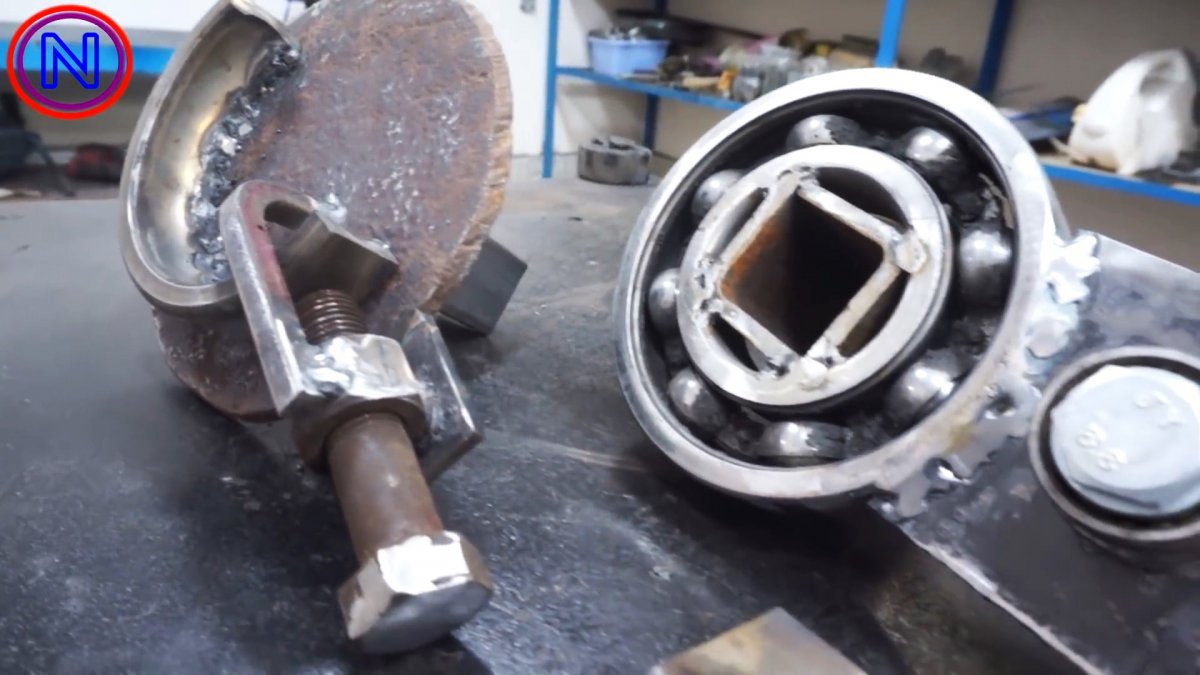
Для радиусного изгиба нужно вырезать из листовой стали диск с небольшим плечом, или же круг и потом приварить к нему кусок полосы. В центре к нему вваривается отрезок профильной трубы, такой же по размеру, как и на захвате для углового изгиба.


К плечу диска привариваться гайка побольше. В нее закручивается болт. Затем к диску приваривается половина внешней обоймы подшипника.

Из квадрата сгибается Г-образная заготовка и приваривается к гайке и диску за обоймой. Она послужит ограничителем, а также усилит крепление гайки.


Для использования станка нужно зажать в тисках его основание за сваренный из уголка профиль. При необходимости сделать угловой изгиб в него вставляется труба с приваренными щеками. Если же нужен радиусный изгиб, то применяется вторая оснастка с половиной обоймы. Для фиксации на ней края заготовки используется болт.

















