Стандартные стальные губки тисков оставляют на круглых и профильных деревянных заготовках глубокие вмятины, поэтому каждый раз приходится их обматывать резиной, что неудобно. При наличии фрезера можно сделать алюминиевые призматические накладки на губки. Они за счет своей формы смогут держать цилиндрические и профильные заготовки без необходимости предельно сильного затягивания винта, а благодаря мягкости металла не будут так сильно вминать дерево.
Материалы:
- алюминиевые болванки – 2 шт.;
- неодимовые магниты таблетки – 8 шт. - http://ali.pub/4yy1yd
- эпоксидный клей.
Процесс изготовления призматических накладок
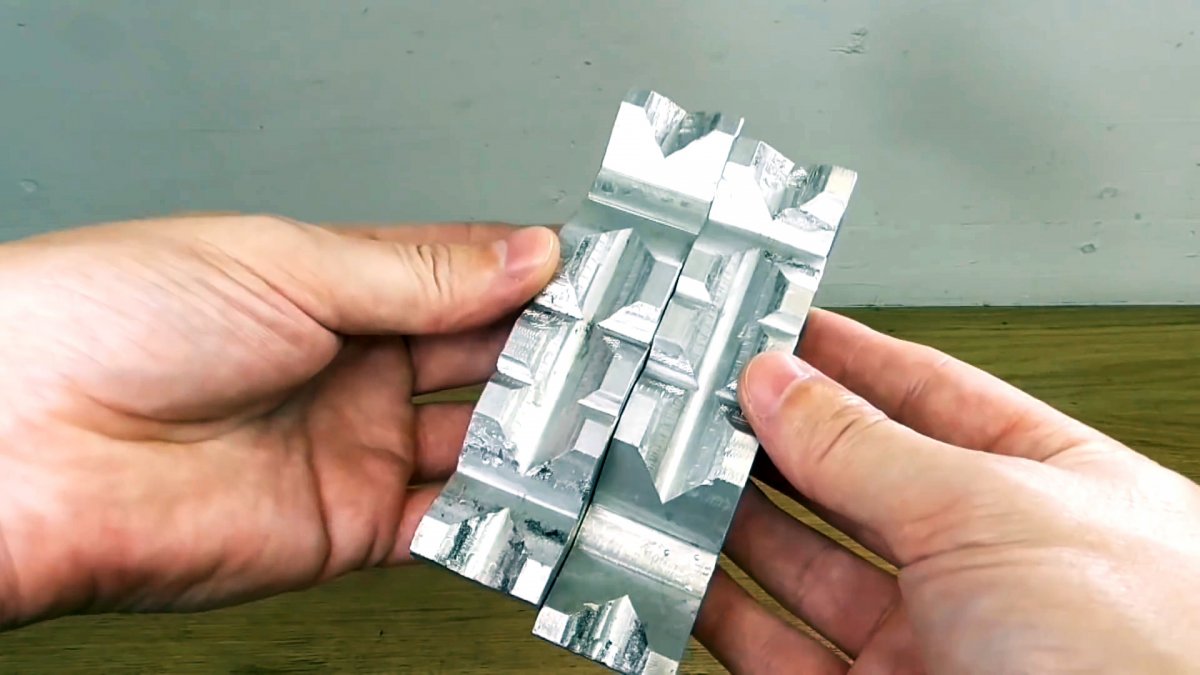
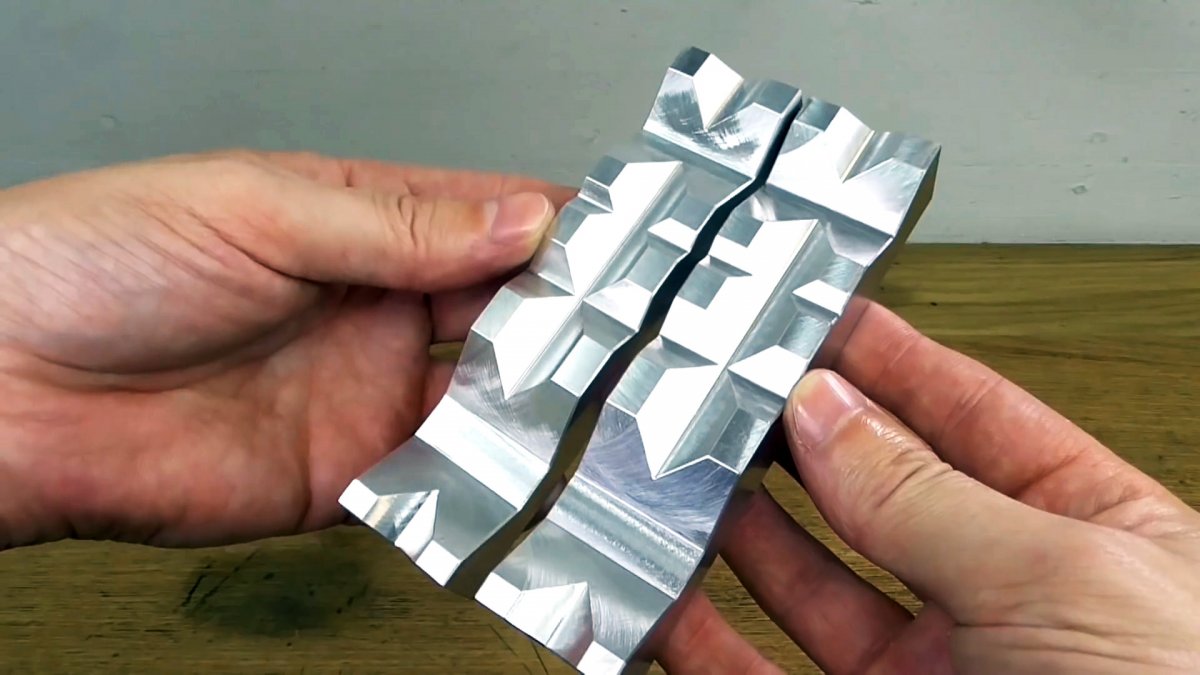
Необходимо измерить длину губок тисков. Отталкиваясь от нее нужно сделать чертеж. По нему при стыковке накладки должны формировать призмы разного размера с формой сечения в виде ромбов и шестиугольников. Каждая из них будет использоваться под той или иной диаметр цилиндрических и профильных заготовок. Чем шире тиски, тем больше призм получиться вместить на накладки. В примере на губки 125 мм удалось разместить 4 фигуры разной ширины для вертикального зажатия заготовок. Также нужно предусмотреть ромбовидную призму по горизонтали. В чертеже необходимо отталкиваться от угла фрезеровки призм 120 градусов. Он будет оптимальным для сжатия как цилиндрических, так и профильных заготовок.
Далее подбирается 2 алюминиевые болванки равные по длине губкам тисков. Они должны быть немного шире, чтобы выфрезеровать на их обратной стороне зацепы в виде ступеньки.
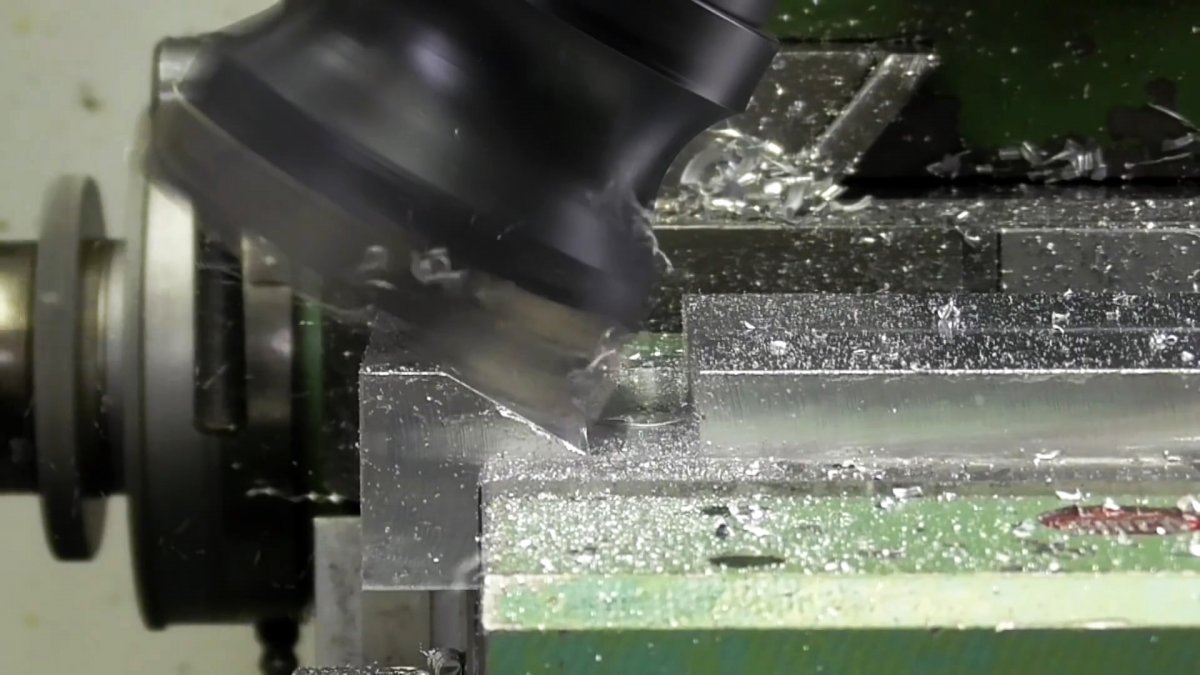
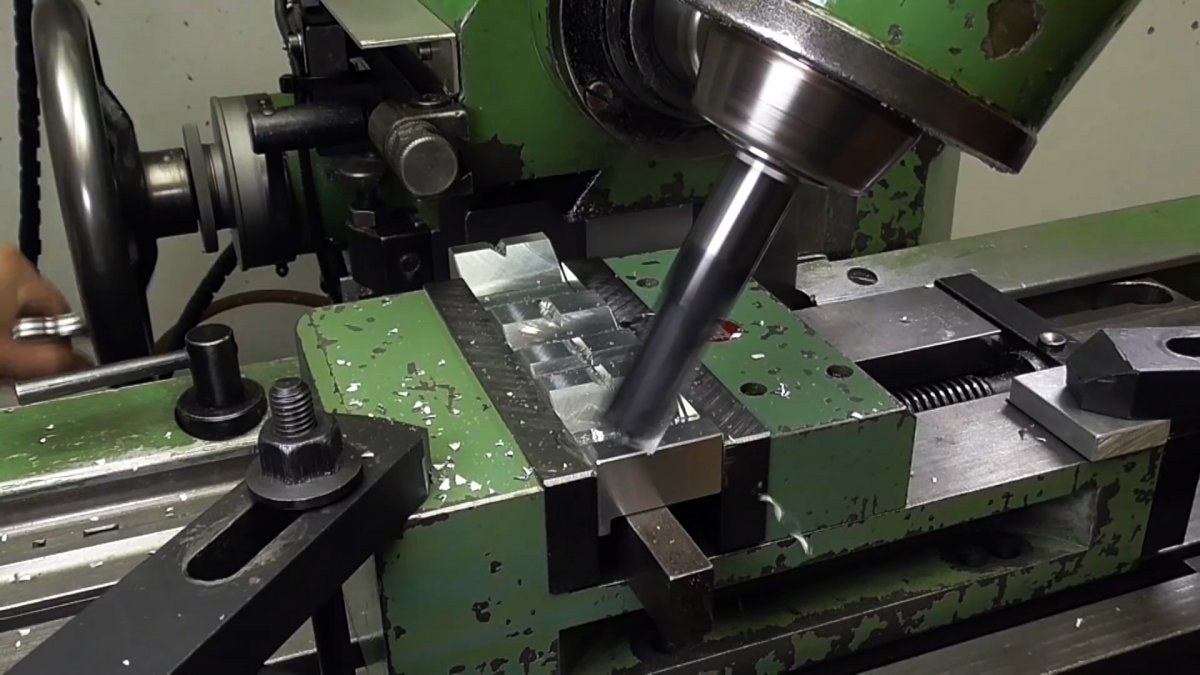
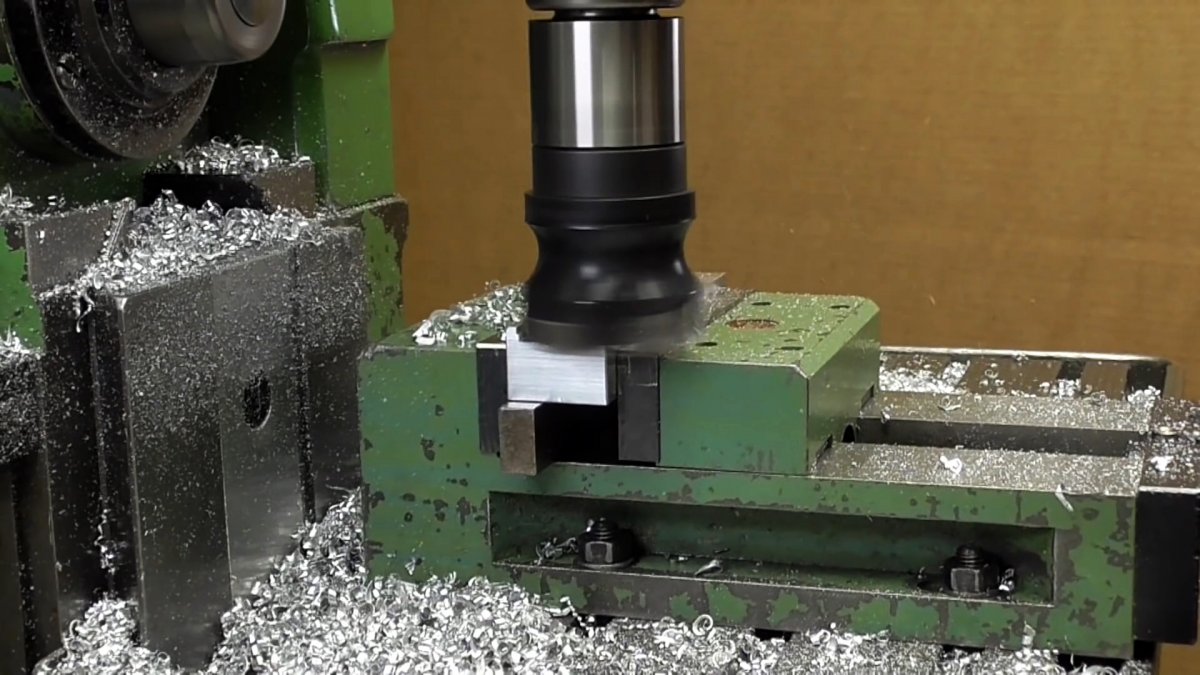
Болванки поочередно фрезеруются. На них необходимо вывести все плоскости под 90 градусов, чтобы получить ровные одинаковые бруски.


Затем нужно профрезеровать на каждой из них половины призм согласно чертежу. На фигуре с сечением в виде шестигранника сначала делается паз, затем фреза подается на его стенки под углами 120 градусов. Ромбовидные призмы изначально выбираются под углом.



На отфрезерованных заготовках снимается фаска. Затем делается выборка на обратной стороне, для формирования зацепа. Здесь важно не перепутать, и не сделать на одной накладки ступеньку снизу.
На обороте заготовок ниже зацепов просверливаются по 4 глухих отверстия и в них сажаются магниты на эпоксидный клей. После схватывания эпоксидки нужно прошлифовать магниты напильником, чтобы они сидели заподлицо.



Полученные накладки благодаря магнитам являются быстросъемными.
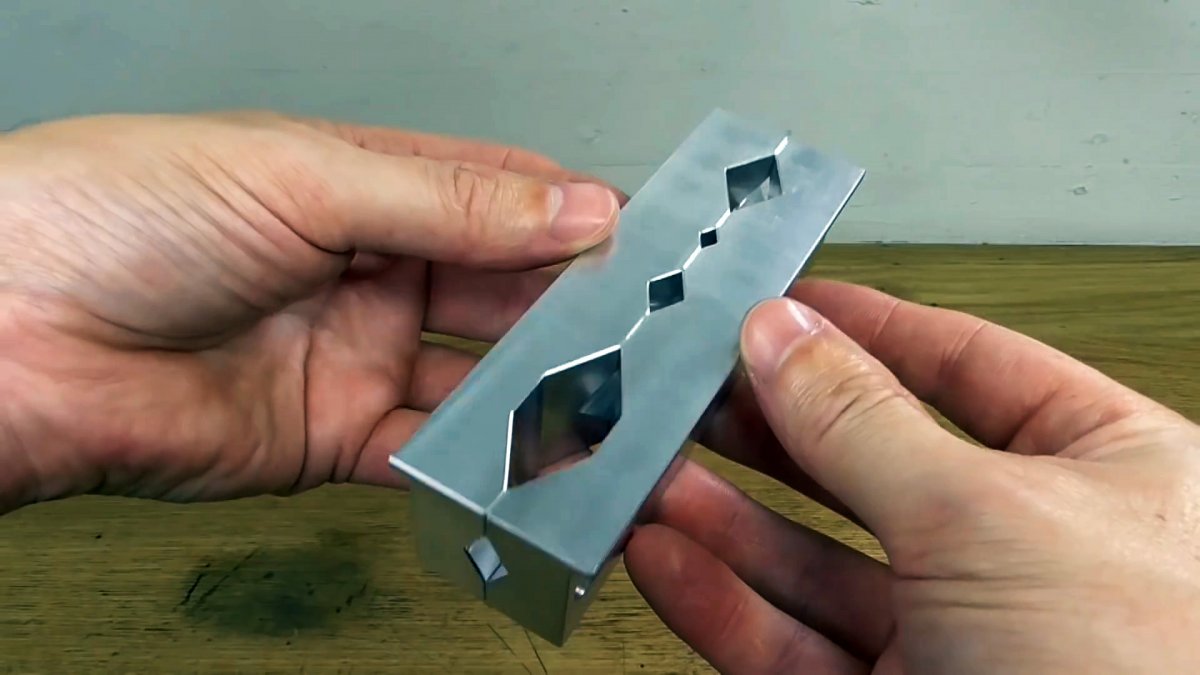
Кроме этого при снятии они притягиваются друг к другу, поэтому всегда будут храниться вместе.

















