Изготовление приспособления для резки ПВХ труб
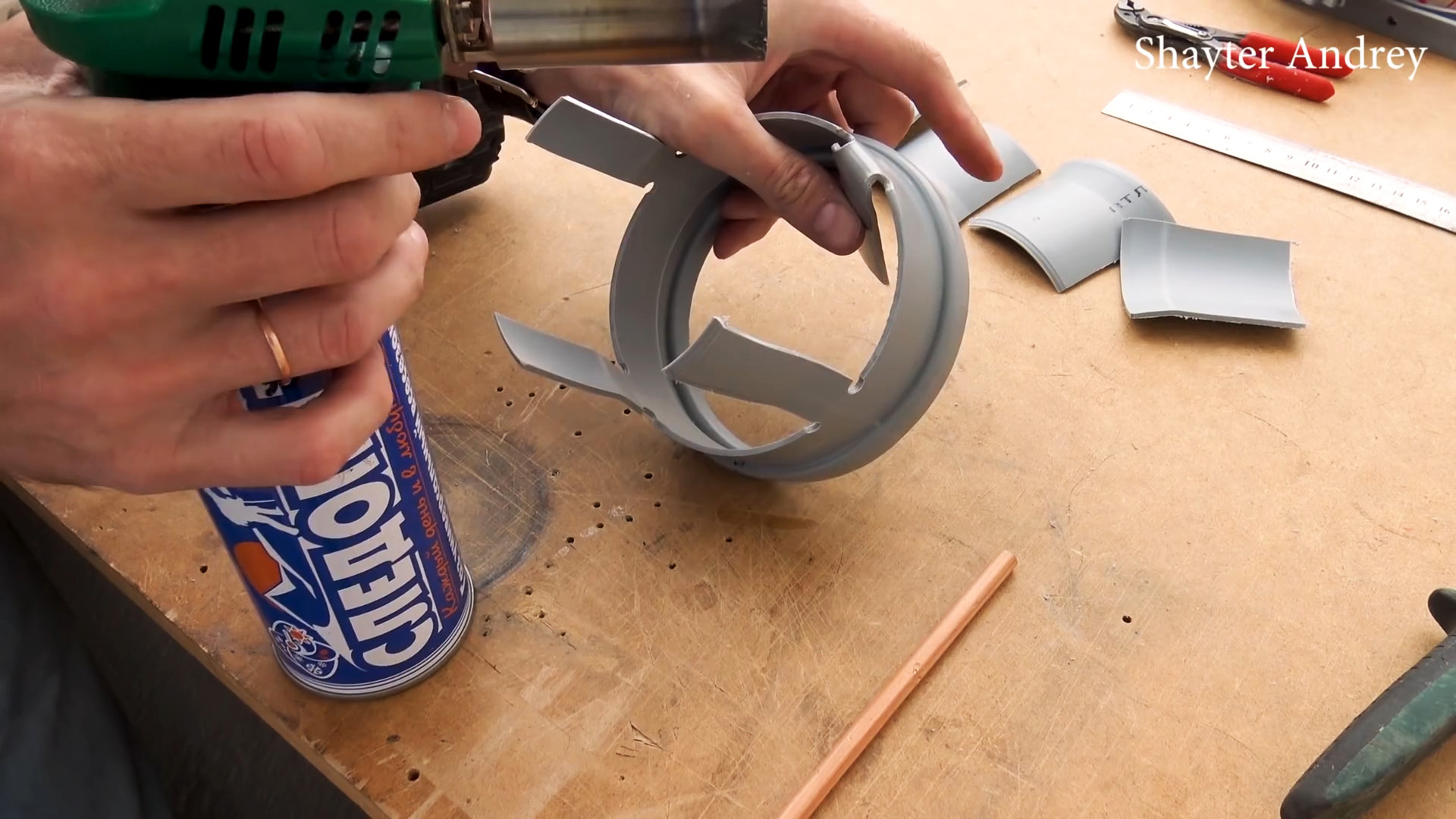
На раструбе отмечаем 4 равноудаленных друг от друга по окружности лепестка шириной по 2 см и на начале изгиба просверливаем по разметке 8 отверстий диаметром 6 мм. От каждого отверстия в противоположную сторону от раструба проводим параллельные прямые и с помощью металлической линейки наносим дуги на поверхности раструба между теми отверстиями, материал между которыми предстоит удалению.


С помощью болгарки удаляем кольцо от торца раструба до передней стенке желобка, предназначенного для размещения уплотнительного кольца, которое также убираем из-за ненадобности в дальнейшем.
Горячим воздухом от фена прогреваем основания лепестков и поочередно сгибаем их внутрь на 180 градусов. Концы лепестков укорачиваем настолько, чтобы они не выступали за пределы торца раструба, который подвергаем шлифовке наждачной бумагой.

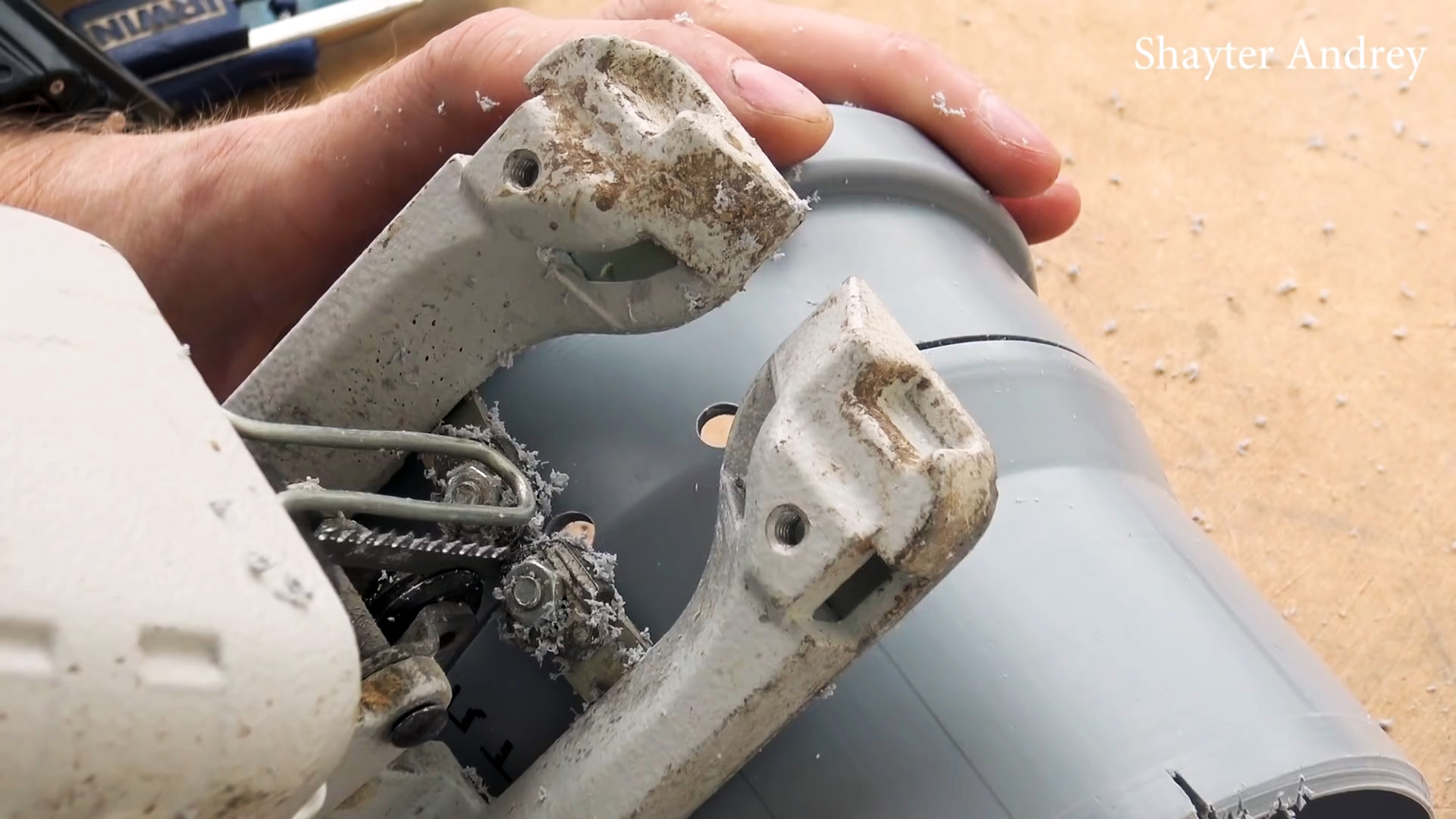
Из пластиковой ручки старой отвертки удаляем стержень и вместо него забиваем пластмассовый дюбель соответствующего диаметра и длины. В крепежное отверстие основания усиленного хомута из пластика изнутри вставляем шуруп или саморез и плотно вкручиваем его в дюбель внутри ручки.

В одном из усов пластикового хомута просверливаем отверстие диаметром 6 мм, в которое устанавливаем незакаленную биту из хром-ванадиевой стали и опытным путем с помощью различных напильников формируем резец, который будет не только прорезать стенку трубы, но и формировать профиль фаски.


Резец впрессовываем отверстие хомута не ударами молотка, чтобы не разбить пластик, а сдавливанием губками тисков. Наше приспособление для резки труб практически готово к применению.

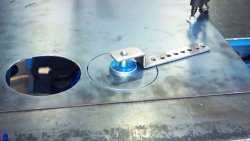
Работать приспособлением довольно просто. Наносим метку на трубе, по которой нужно выполнить разрез. На трубу надеваем ограничительный хомут и двигаем его до тех пор, пока метка прислоненного к нему резака, не совпадет с меткой на трубе.

Процесс резки состоит во вращении резака вокруг трубы. Скорость резания и величина фаски напрямую зависит от профиля и заточки резака, а также от силы прижима. Здесь прижимом является держатель трубы. Его упругость должна быть достаточной для врезки резца в материал и не более того.

Резак полностью отрезает трубы диаметром 32 или 50 мм, т. к. они достаточно жесткие, но трубы диаметром 110 мм не столь жесткие и резак их режет не до конца. Чтобы закончить работу, легонько проводим канцелярским ножом по центру канавки и отделяем части труб.


Резец позволяет отрезать кольца шириной до 1 см и при этом обеспечивать точность реза не более 1-1,5 мм, что вполне приемлемо в практическом смысле.