Однако плавный изгиб такого проката без специального дорогостоящего оборудования или нагрева представляет определенную трудность и может привести к разрыву металла или потери формы. Но все проблемы исчезнут, если знать один способ, который не потребует высокой квалификации, больших затрат времени и средств.

Понадобится
Для того, чтобы продемонстрировать, как это сделать, приготовим отрезок профильной квадратной трубы. Нам при этом придется пользоваться следующими инструментами и принадлежностями:
- строительной рулеткой;
- металлическим угольником;
- сварочным оборудованием;
- магнитным угольником для сварки;
- болгаркой;
- парой использованных отрезных дисков.
Процесс плавного изгиба профильной трубы
Существуют разнообразные способы плавного изгиба профильных труб, наш – один из самых простых и поэтому доступных. Отмечаем на заготовке место изгиба и проводим поперечную черту.
К точке ее пересечения с гранью изделия прикладываем старый отрезной диск, у которого диаметр совпадал бы с линией сопряжения двух сторон трубы, а верхняя его точка лежала бы на противоположной грани изделия.

Другим подержанным диском очерчиваем на металле дугу.

Из точек сопряжения дуги с линиями углов профильной трубы проводим на смежных сторонах поперечные линии. Точки их пересечения с гранями соединяем, использовав тот же диск, отрезком дуги окружности на противоположной стороне.


От поперечной линии, ближней к загнутому концу трубы, отступив некоторое расстояние, проводим другую, параллельную первой. Далее продолжаем ее вертикально на двух смежных сторонах заготовки.

Металл между отмеченным вертикальным поперечным сечением и, оконтуренный дугами окружности, за исключением самой длинной стороны, аккуратно вырезаем с помощью болгарки и осторожно удаляем.





Зачистив места реза, сгибаем короткий конец трубы, при этом оставшаяся после удаления металла сторона профильной трубы огибает очерченные по дуге две поперечные стороны, образуя с внешней стороны плавный изгиб, а с внутренней – прямой угол.

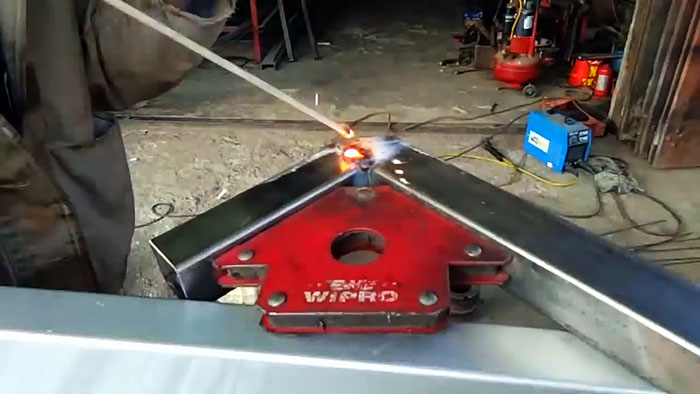
Используя магнитный угольник, завариваем все линии стыка, прочно и надежно фиксируя полученный плавный изгиб.
Последняя операция – зачистка швов с помощью болгарки.
















