Материалы:
- стальной кругляк 50 мм;
- подшипник с диаметром внутренней обоймы 40-45 мм;
- круглая болванка для проточки шкива;
- полоса стальная (оптимально, чтобы ее толщина была равна ширине подшипника);
- удлиненная гайка М14;
- болты М14 – 3 шт.
- гайка М14;
- трос 4 мм или толще;
- толстостенная труба 20 мм;
- листовая сталь 5-10 мм;
- заготовка быстрорежущей стали для изготовления диска.
Изготовление ножниц

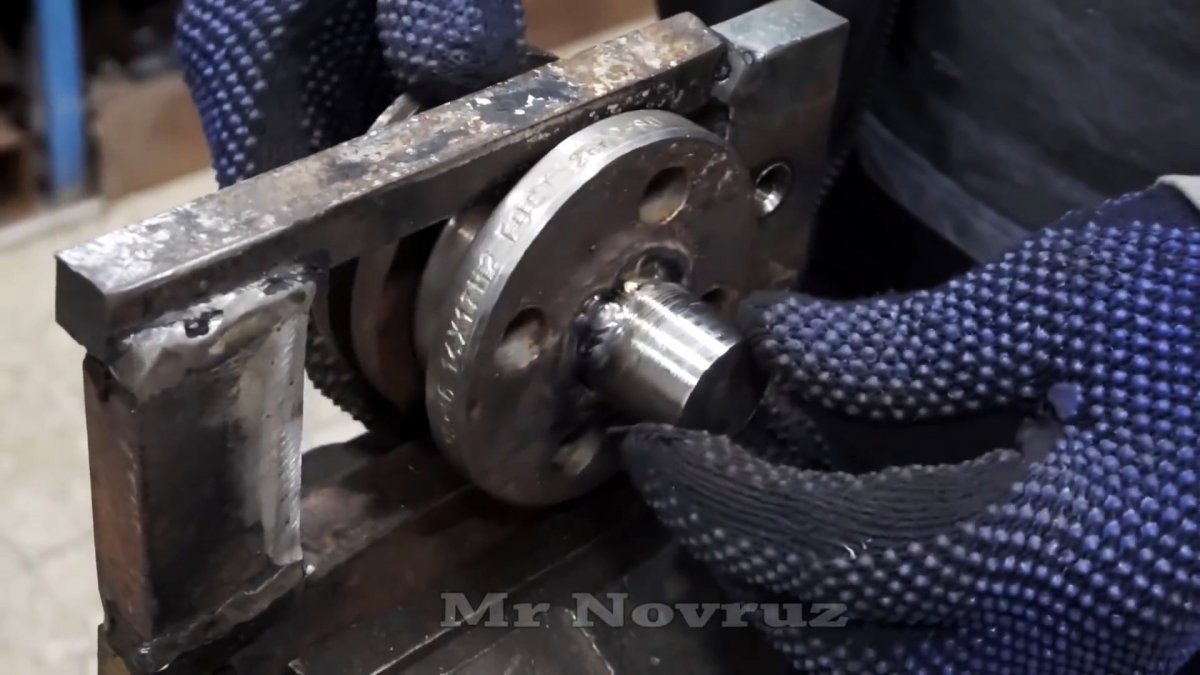
Рабочий вал ножниц вытачивается на токарном станке из кругляка 50 мм. На нем делается проточка с двух сторон. С одной под диаметр подшипника, с другой под шкив.

Сам шкив также делается на токарном станке из массивной болванки. Это силовая часть станка, поэтому она должна быть прочной.



Из стальной полосы сваривается рамка. Ее внутренняя высота должны быть на 1-2 мм больше внешнего диаметра подшипника. Ширина составляет примерно 2 диаметра подшипника.



В рамку вставляется вал с подшипником и шкивом. Затем на противоположный от шкива край надевается и приваривается диск такого же диаметра. В результате конструкция перекатывается в раме, как колесо на рельсе.

На шкив наматывается петля из троса. Концы троса фиксируются на рамке. Один продевается в просверленный поперек болт. Тот в свою очередь вкручивается в раму, зажимая тем самым трос. Второй конец троса пропускается через удлиненную гайку, приваренную к раме, затем через просверленный вдоль болт, закрученный в нее. Выведенный край обжимается. Возле болта с поперечным отверстием приваривается второй болт. Такое крепление позволяет регулировать натяжение троса с обоих краев.






Со стороны шкива на вал приваривается рычаг из толстостенной трубы. Затем рама приваривается на подошву из листовой стали.

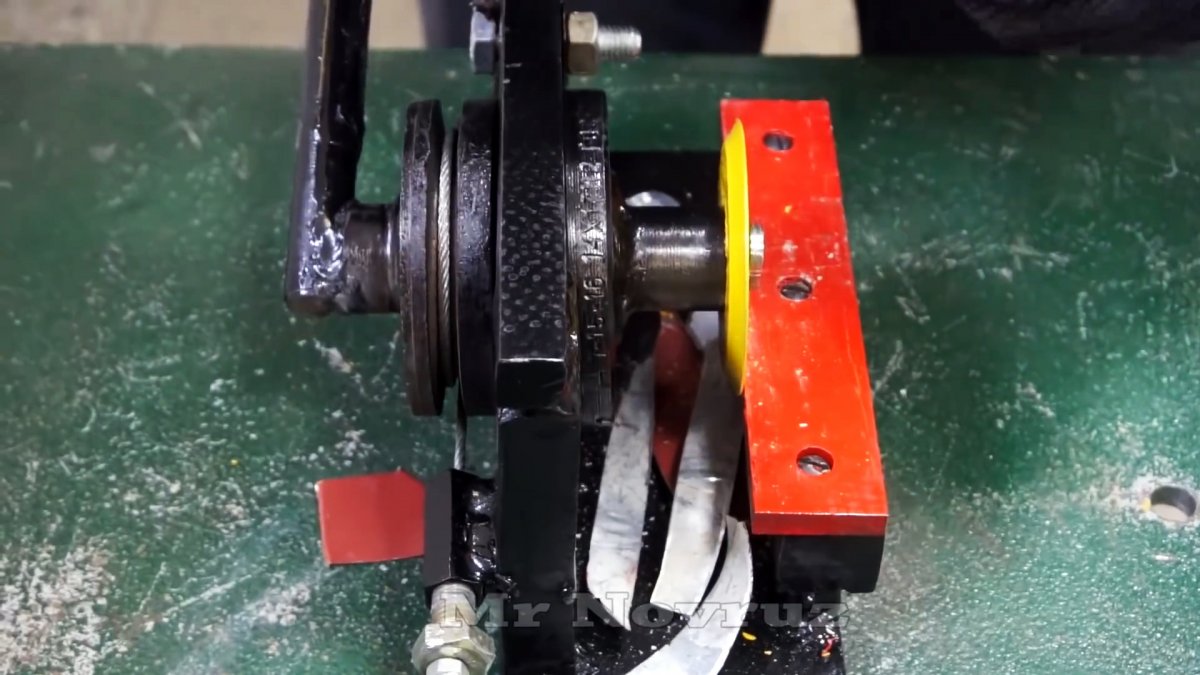
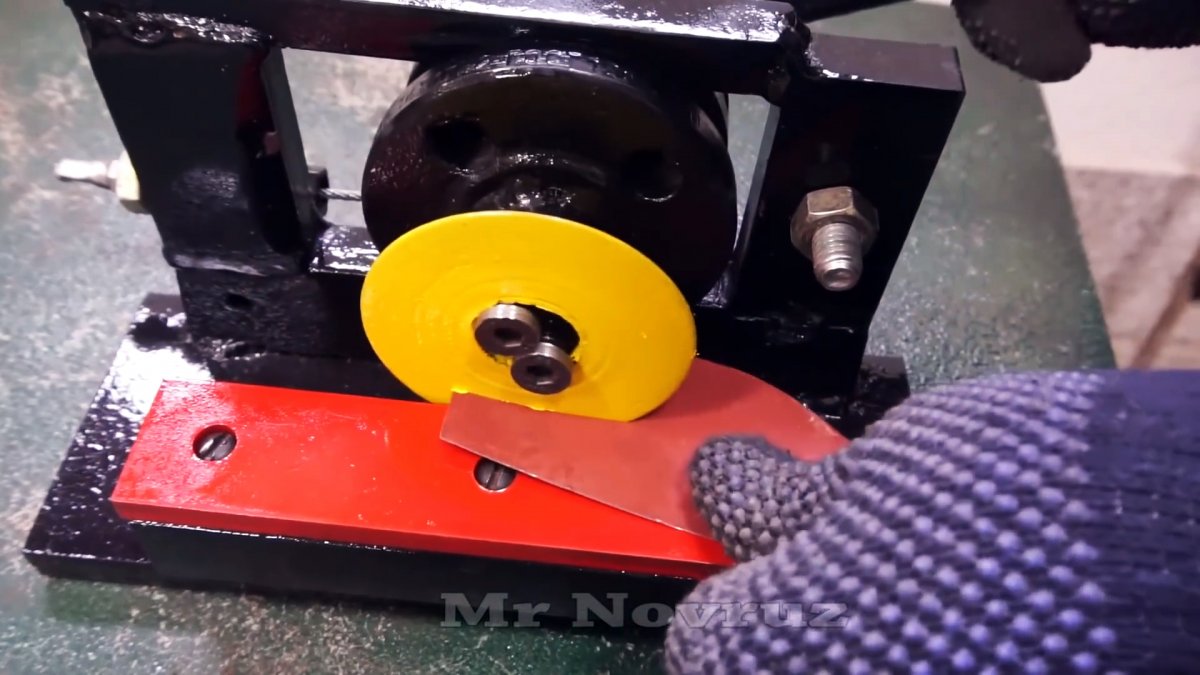
На торце вала с противоположной стороны от рычага делается 2 отверстия. В них нарезается резьба. Затем к нему прикручивается двумя болтами диск, выточенный из быстрорежущей стали. Такое крепление позволит его снимать для заточки по направлению вверх, не демонтируя нижний упор.




Затем нужно сделать нижнюю опору для укладки разрезаемых заготовок. Она должна быть немного выше кромки режущего диска. Упор можно набрать, складывая в несколько слоев полосу или другой имеющийся в наличии металлопрокат. Нижняя полоса приваривается к подошве, а верхние прикручиваются к ней.



Сделанный станок при желании можно покрасить. Перед использованием нужно смазать подшипник, и хорошо подтянуть трос. По мере затупления кромки диска его крепление можно отпускать и проворачивать острой стороной в область реза.