
Материалы:
- стальная пластина 15-20 мм или толще;
- болты М14-М20 – 2 шт.;
- ненужное или сломанное сверло по металлу.
Процесс изготовления станка
Из имеющейся в наличие стальной пластины нужно вырезать 2 одинаковые заготовки. Их параметры подбираются в зависимости от того, какой ширины детали из листовой стали будут пробиваться. Если просто полосы, то достаточно размера заготовок 10х20 см.

По углам пластины просверливаются с точным соблюдением симметрии, важно чтобы отверстия на обеих заготовках совпали.

Сначала используется тонкое сверло, затем большее, так как сверлить столь толстую сталь за один проход сложно и долго.


В одной из пластин нарезается резьба под заготовленные болты.

Заготовка с резьбой просверливается по центру тем же сверлом, что использовалось ранее. Напротив во второй пластине проделывается глухое отверстие. Оно должно быть немного большего диаметра, чем сечение штампа, который будет применяться.


Далее берется сверло, которым сверлилось глухое отверстие, и на его хвостовике делается проточка длиной 10-15 мм по форме необходимого штампа.


Это будет рабочая оснастка, непосредственно пробивающая металл. Затем сверло обрезается немного ниже проточки.



Штамп вставляется в глухое отверстие. После этого пластины стыкуются между собой, и скрепляются парой болтов. Теперь при подкладывании между ними заготовок под штамп, и затягивании болтов, станок сможет их пробить.
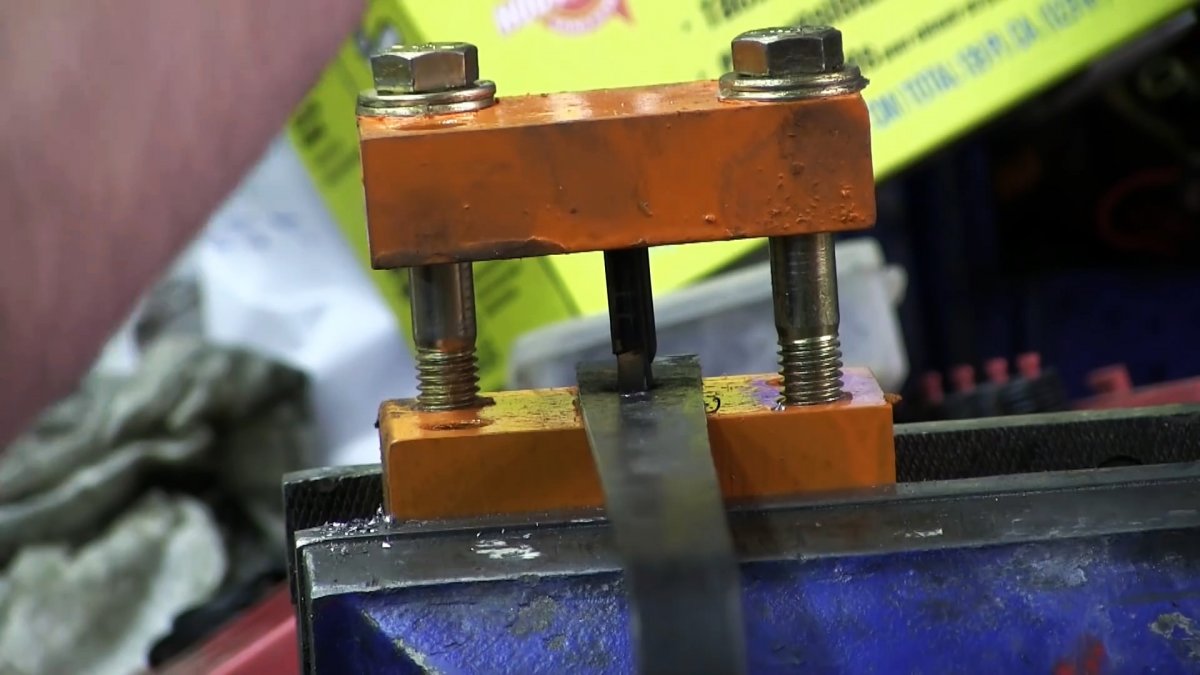
Если придется пробивать толстую сталь, то в пресс закручивается еще 2 болта, чтобы распределить нагрузку и не сорвать резьбу в нижней пластине. Вместе они создадут многотонную нагрузку и продавят практически что угодно, особенно если накинуть на гаечный ключ длинный рычаг. В дальнейшем пресс со снятым штампом также может использоваться для сжатия деталей при склейке, при ремонте пробитых камер и решения прочих задач, где нужно обеспечить мощное сжатие.
















