Если приходится часто сваривать профильные трубы, то чтобы максимально ускорить процесс и добиться точного соблюдения прямого угла стоит сделать следующее приспособление. При его использовании трубы не поведет от сварки, поэтому каждое соединение будет получаться идеальным.
Материалы:
- профильные трубы;
- уголок;
- тормозная колодка;
- листовая сталь;
- обычные и удлиненные гайки М10;
- шпилька М10.
Процесс изготовления
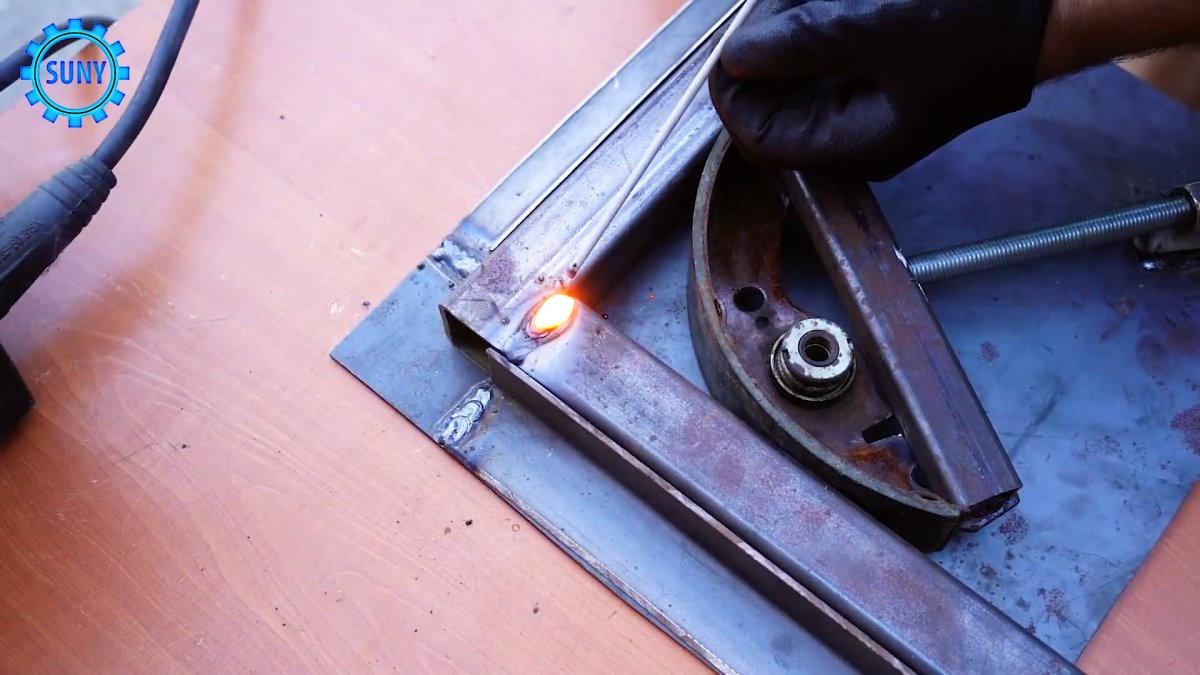
К тормозной колодке необходимо приварить отрезок профильной трубы как на фото.

Затем из листовой стали вырезается квадратное основание для приспособления. Его размер зависит от применяемой колодки, но в большинстве случаев достаточно 40х40 см, или даже меньше.


С одного угла к основанию привариваются 2 упора. Это могут быть уголки или разрезанная вдоль профильная труба. Важно, чтобы между ними было 90 градусов. Упоры свариваются с зазором в углу.


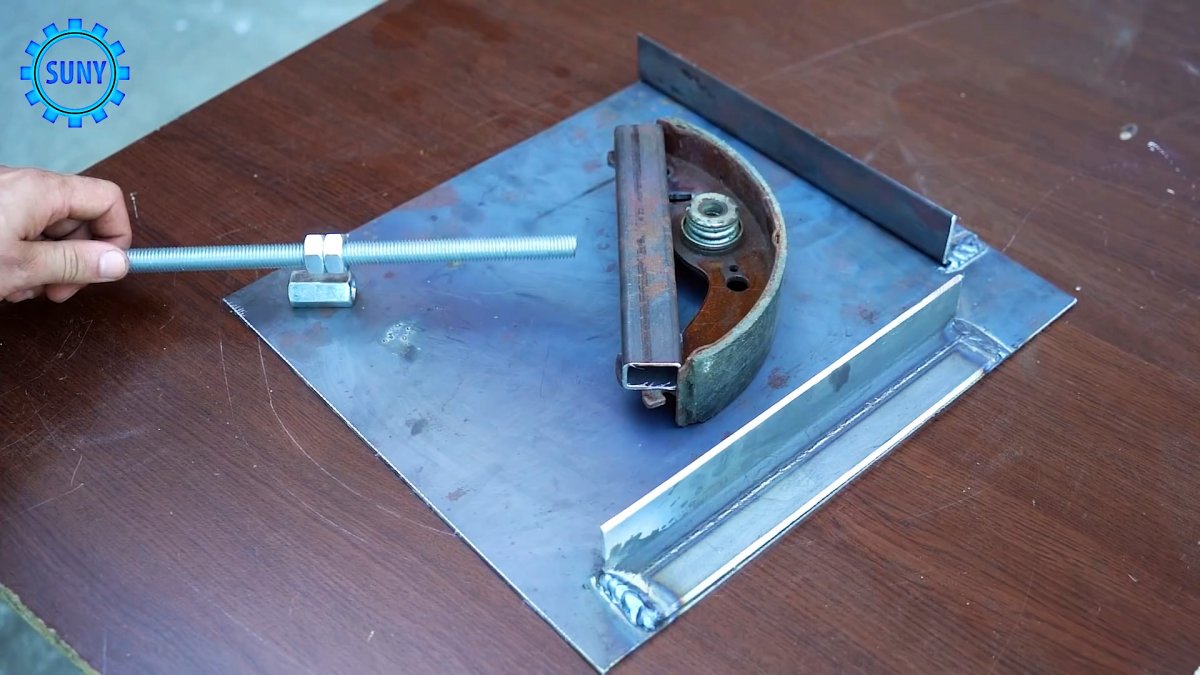
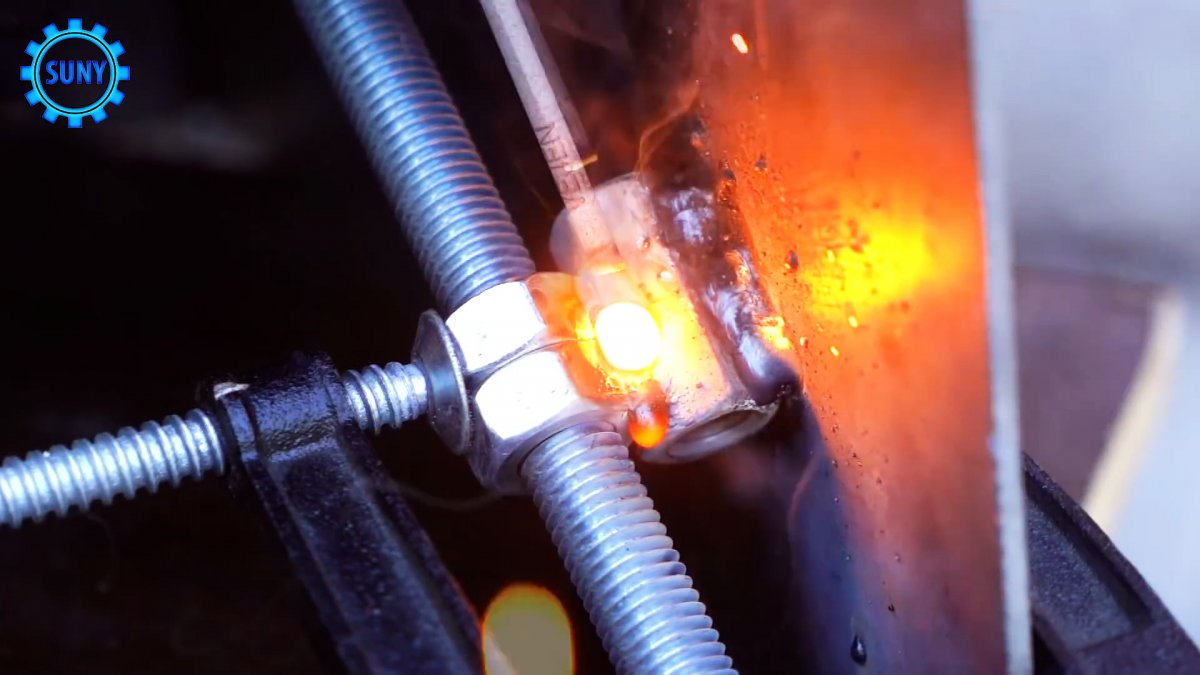
Далее нужно сделать прижим. Он состоит из шпильки, вкрученной в гайки, которые привариваются к основанию через проставку. Шпилька располагается по диагонали относительно подошвы.

В месте упора в профиль колодки нужно вырезать стенку, чтобы шпилька не скользила. На обратной стороне, на ней делается вороток.


Чтобы воспользоваться приспособлением, необходимо установить под его упоры 2 трубы и поджать их колодкой за счет вкручивания шпильки. Зажатые таким образом заготовки не поведет при сварке, и угол между ними составит строго 90 градусов.