Если под рукой не оказалось электродов большого диаметра или присадочной проволоки, а заварить нужно большое отверстие, то можно обойтись и тонкими электродами. Для этого достаточно воспользоваться двумя «секретами», которые практически не усложняют процесс сварки, но помогают добиться требуемого результата.
Понадобится
- Тонкие покрытые электроды;
- железный гвоздь;
- сварочный аппарат;
- тиски слесарные;
- материал для сварки;
- болгарка;
- молоток и наковальня;
- вязальная проволока и пассатижи.
Процесс сварки с помощью второго «голого» электрода
Для первого способа прокатываем покрытый электрод массивным металлическим стержнем, уложенным на толстую металлическую плиту.

При этом покрытие электрода потрескается и отслоится от проволоки. Те места, где покрытие удалилось не полностью, можно потереть нашей металлической «скалкой».

Зажимаем железный гвоздь и «голый» электрод в слесарные тиски и обвиваем один конец проволоки вокруг гвоздя два-три раза.


Навиваем полученную спираль на покрытый электрод и, изгибая в разных местах проволоку, добиваемся ее прижима к покрытому электроду.

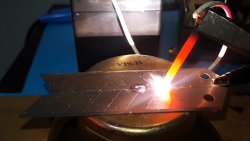
Вставляем концы обоих электродов в держак (ток протекает по обоим электродам) и начинаем заваривать торец трубы достаточно большого диаметра. Процесс протекает быстро и качественно, так как металла двух одновременно плавящихся электродов вполне достаточно для заварки такого большого отверстия.

В этом мы убеждаемся по завершении заварки отверстия трубы и шлифовки места сварки болгаркой.

Получилась сплошная и герметичная «крышка».

Второй вариант хитрости сварки с помощью второго «голого» электрода
Для второго способа обстукиваем покрытый электрод молотком на наковальне и также добиваемся полного отслоения покрытия. Прикручиваем небольшим кусочком вязальной проволоки верх «голого» электрода к покрытому чуть ниже его контактного торца без покрытия.

Такой «конструкцией» будем сваривать торцы двух труб с зазором больше обычного или отверстие в трубе диаметром в несколько раз, превосходящим поперечник применяемых нами электродов.


Поскольку ток не течет по «голому» электроду, так как он изолирован от источника тока, то его металл плавится медленней, чем металл основного электрода, и процесс протекает в оптимальном режиме.
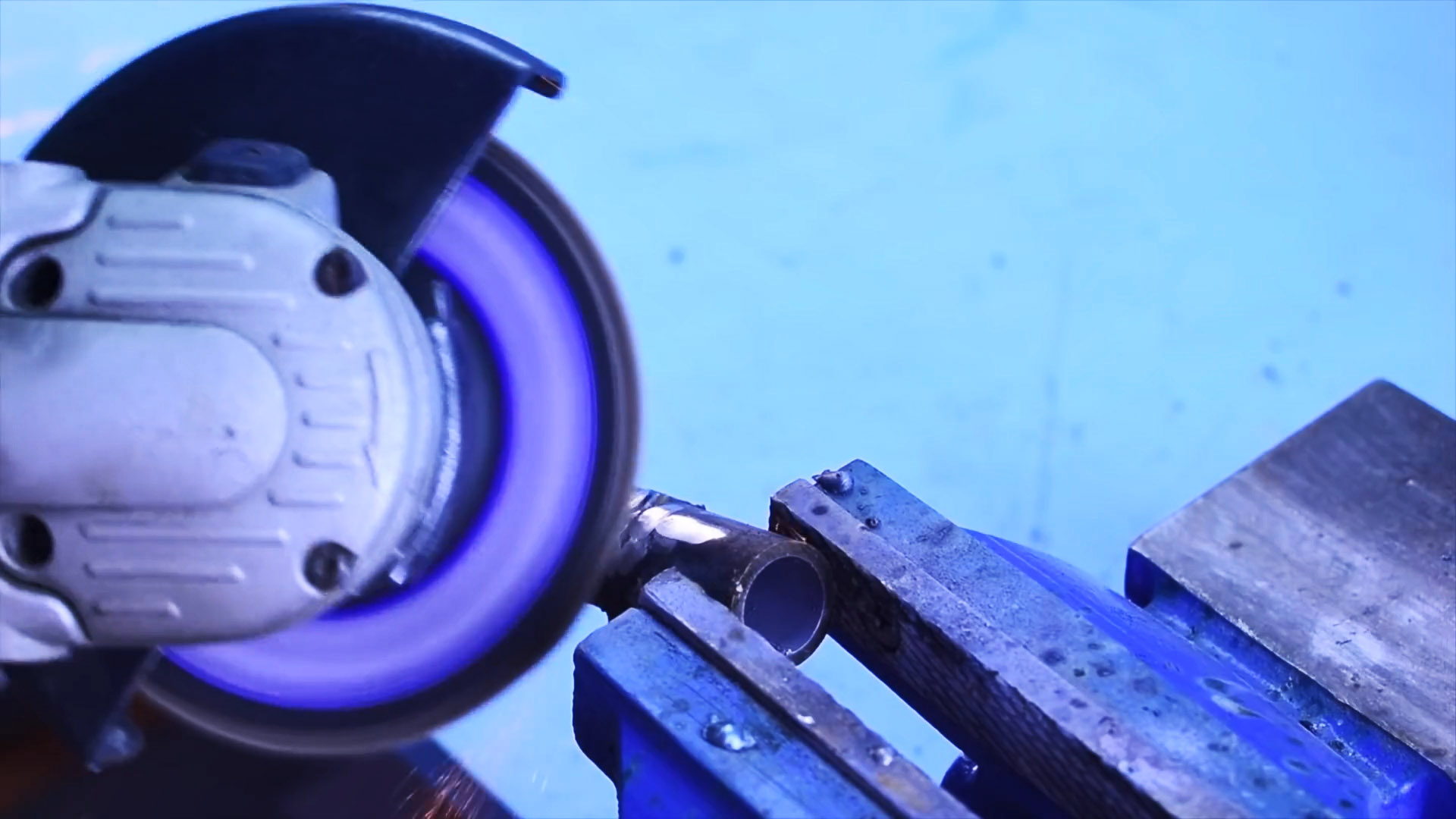
Это наглядно видно после зачистки мест сварки болгаркой: нет ни проваров, ни трещин, ни пятен шлака.