
Большие отверстия заварить только электродом сложно даже профессиональному сварщику, что уж говорить о любителе. Поэтому если вы только начинаете постигать азы дуговой сварки, то не пренебрегайте различными хитростями, позволяющими облегчить выполнение конкретной задачи. Рассмотрим приемы, применив которые можно очень качественно заварить отверстие в металле.
1. Сварка вертикального отверстия с использованием прутка
Для этого способа нужен пруток качественной стали. Его можно получить, просто обстучав сердечник электрода молотком, убрав из него обмазку.

Край зачищенного сердечника необходимо приложить к стенке отверстия снизу. Затем выполняется сварка. Электрод нужно приложить в зазор между стенкой отверстия и прутком. Выполняется точечная сварка. Прихватываем пруток и стенку, и тут же пока он горячий отрываем его. В итоге на стенке остается наплыв металла, и отверстие соответственно уменьшается.


Затем пруток смещается в новую точку, и делается такая же прихватка. Двигаться необходимо по кругу до тех пор, пока у отверстия не появится дно. После этого электрод разжигаем на полную, и заливаем металлом отверстие вровень с поверхностью заготовки. Таким образом, пруток поначалу позволяет расплавленному металлу не стекать вниз, а дальше все делается уже элементарно.


2. Сварка горизонтального отверстия
Если отверстие сделано в вертикальной плоскости, то расплавленный металл уже не будет стекать вниз так сильно. В этом случае можно вести электрод по кругу, касаясь стенок отверстия.


Когда отверстие достаточно большое, то до завершения первого полного оборота предыдущая часть шва успеет застыть. Таким образом, при следующем круге ничего уже не течет. Когда отверстие глубокое, то сварка накладывается слоями, пока оно не будет заполнено.

3. Сварка со вставкой
Если же отверстие достаточно большое, тогда заваривать его прутком придется долго, и не факт что с ним это получится. В таком случае лучше использовать вставку. Ее применение к тому же позволяет экономить электроды.
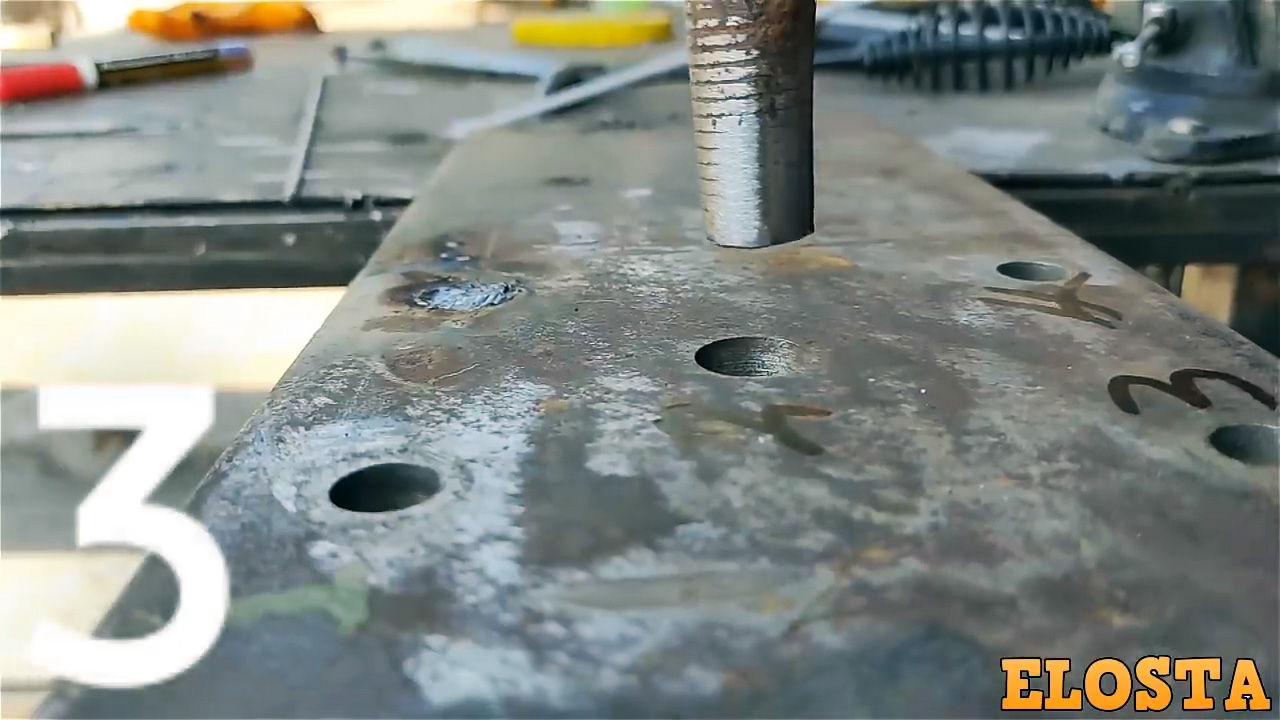
Необходимо подобрать пруток металла, слегка превосходящий по диаметру отверстие. Его край затачивается под конус. Затем пруток укорачивается так, чтобы соответствовать глубине отверстия.

В итоге получается вставка, которая за счет разницы диаметра не выпадает с обратной стороны. Заварить ее по кругу уже не составит никакого труда даже для начинающего сварщика.















