Пильные диски при потере остроты снижают не только скорость, но и качество реза. Поэтому их нужно периодически затачивать. Если это делать просто напильником навесу, то добиться особого улучшения пиления не получится. Заточенным так диском можно пилить разве что дрова, но он никак не позволит получать сразу чистовой рез. Для качественной заточки нужен кондуктор (приспособление). Такое устройство можно собрать своими руками.
Что потребуется:
- Болгарка;
- алмазный точильный диск;
- телескопические направляющие выдвижных ящиков – 2 шт;
- фанера 20 мм;
- болты, гайки М8;
- червячный хомут на корпус болгарки.
Любые диски для УШМ на АлиЭкспресс со скидкой - http://alii.pub/61bjly
Процесс изготовления приспособления для заточки циркулярных дисков и фрез
Из фанеры необходимо сделать подошву приспособления примерного размера 300х400 мм. В ней требуется профрезеровать радиусный сквозной паз, который в дальнейшем позволит крепить болгарку, и регулировать ее угол относительно затачиваемых дисков.
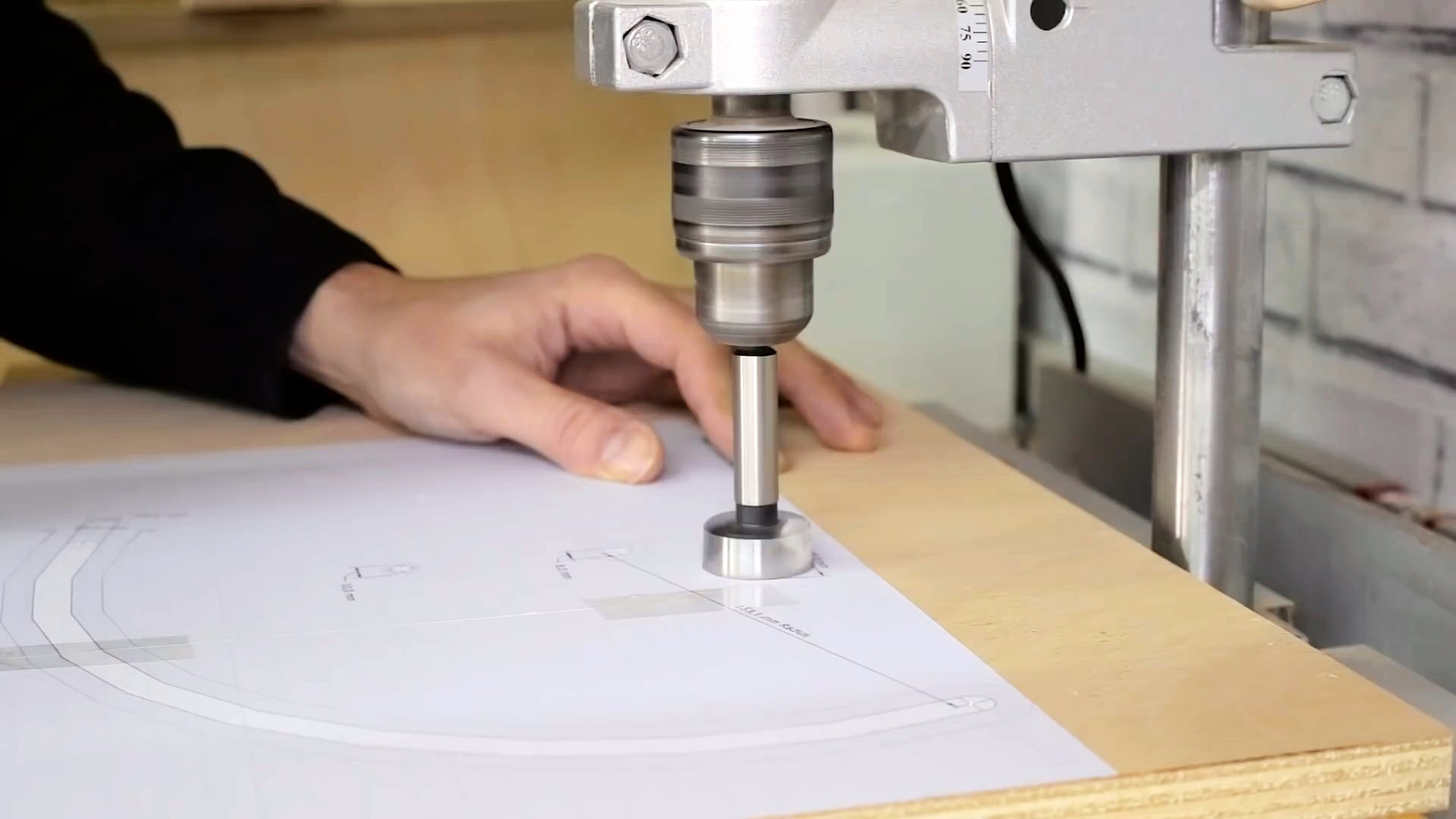
Со стороны дна нужно будет выбрать на нем четверть, для скольжения шляпки регулировочного болта. Перед изгибом просверливаются 3 отверстия для прикручивания крепления УШМ. Их лучше будет сделать уже после изготовления следующей детали.

Из фанеры вырезается Г-образное крепление для болгарки. В нем просверливаются отверстия как на фото. Одно будет работать как ось вращения. Оно располагается на месте крепления фрезера при подготовке радиусного паза. В него заворачивается мебельная гайка. Напротив делается еще отверстие для крепления детали непосредственно в сам паз. Третье отверстие позволит прикручивать болгарку к данной детали.

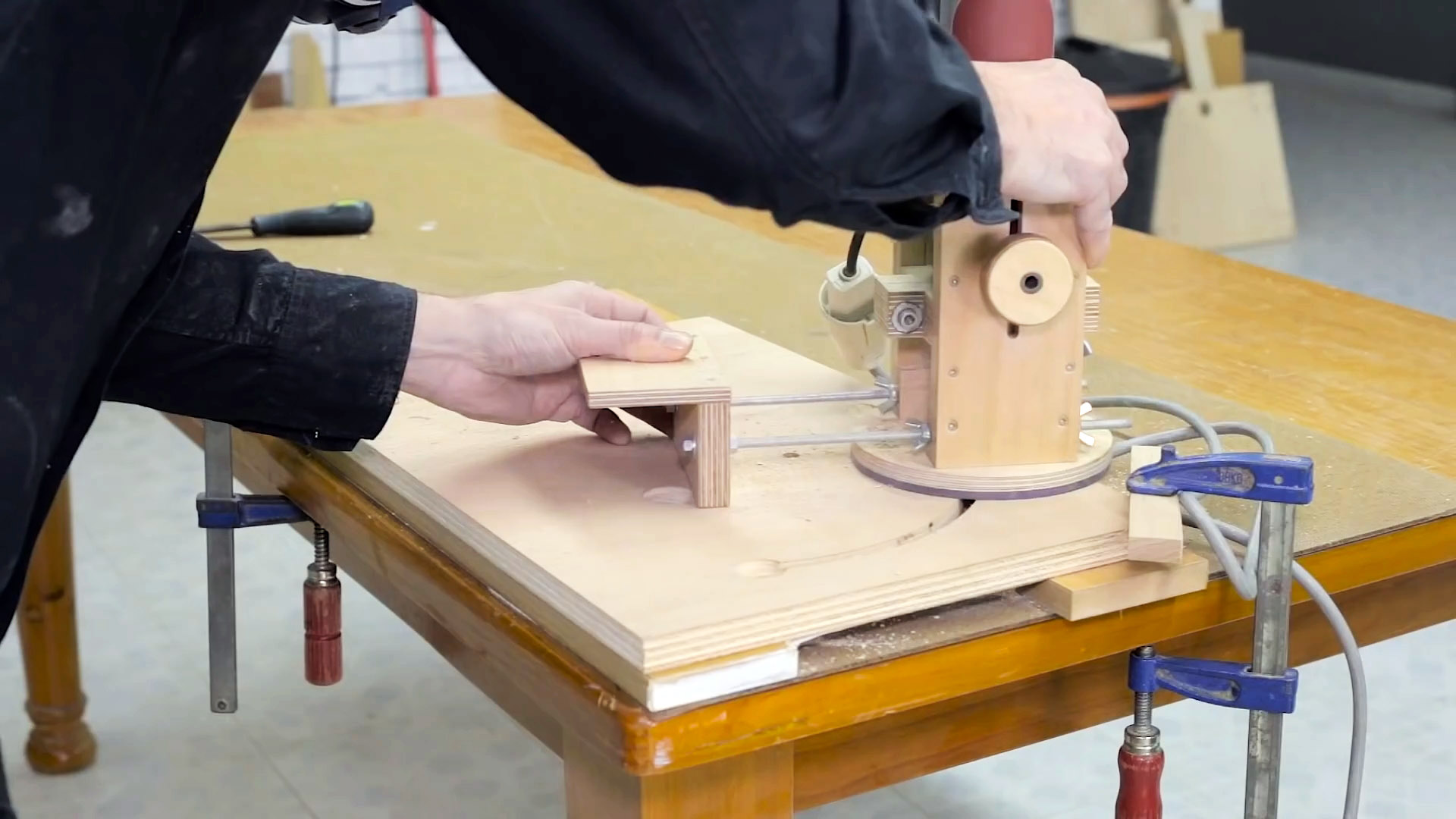
Деталь зажимается на подошву болтами. Над радиусным пазом используется барашковая гайка. УШМ будет удерживать центральный болт, закрученный в штатное отверстие для рукояти. Чтобы болгарку не накручивать на него всем корпусом, в подошве делается широкое отверстие. Сквозь него можно будет вкручивать болт через Г-образное крепление в инструмент гаечным ключом или шестигранником. Над центральным болтом вклеивается небольшая фанерная вставка, чтобы приподнять площадку в месте контакта с УШМ.

Из фанеры делается полукруглая подставка под корпус болгарки. Ее необходимо будет прикрутить на Г-образное крепление, заведя предварительно хомут. Тот повысит жесткость установленного инструмента.


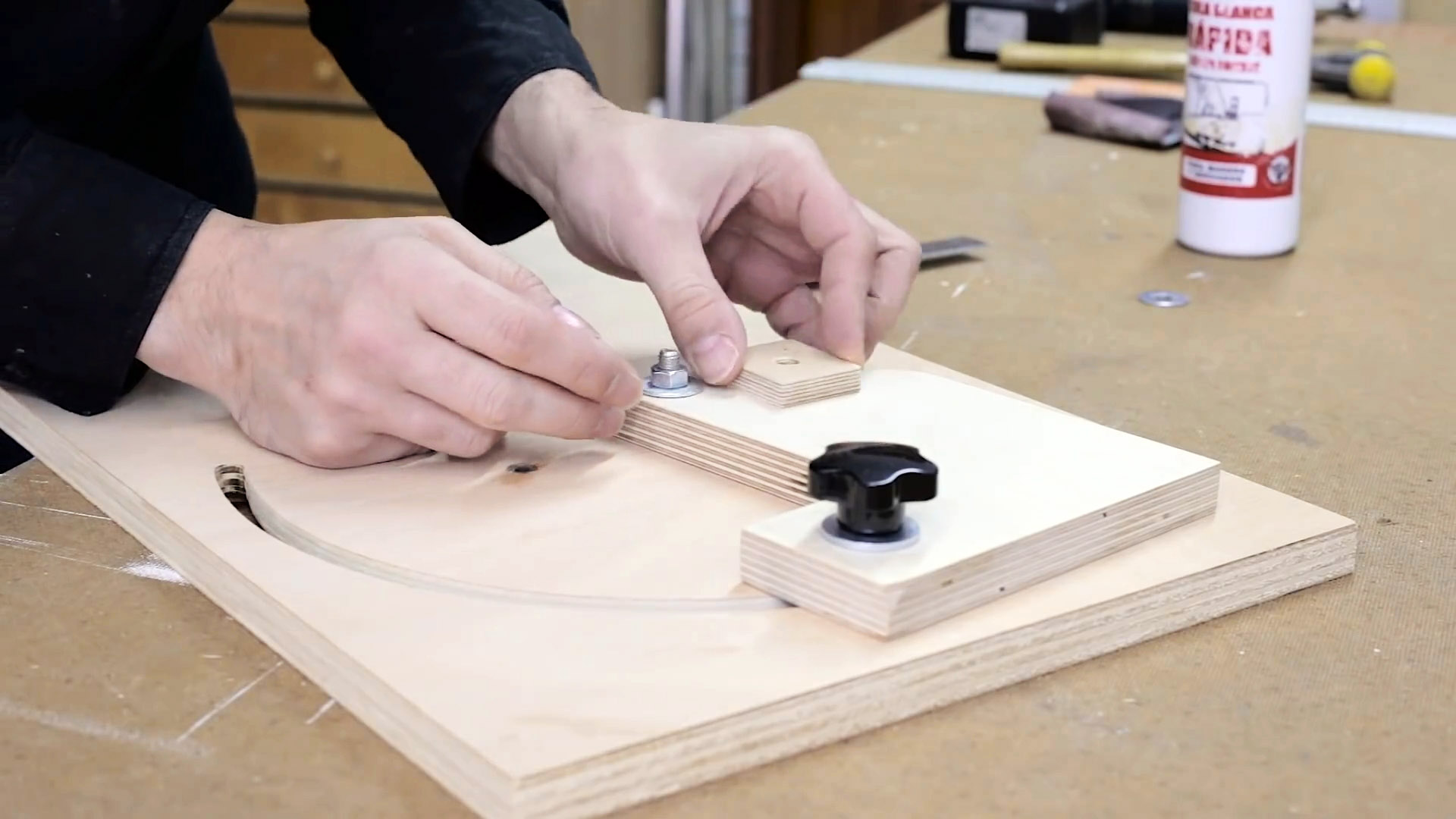
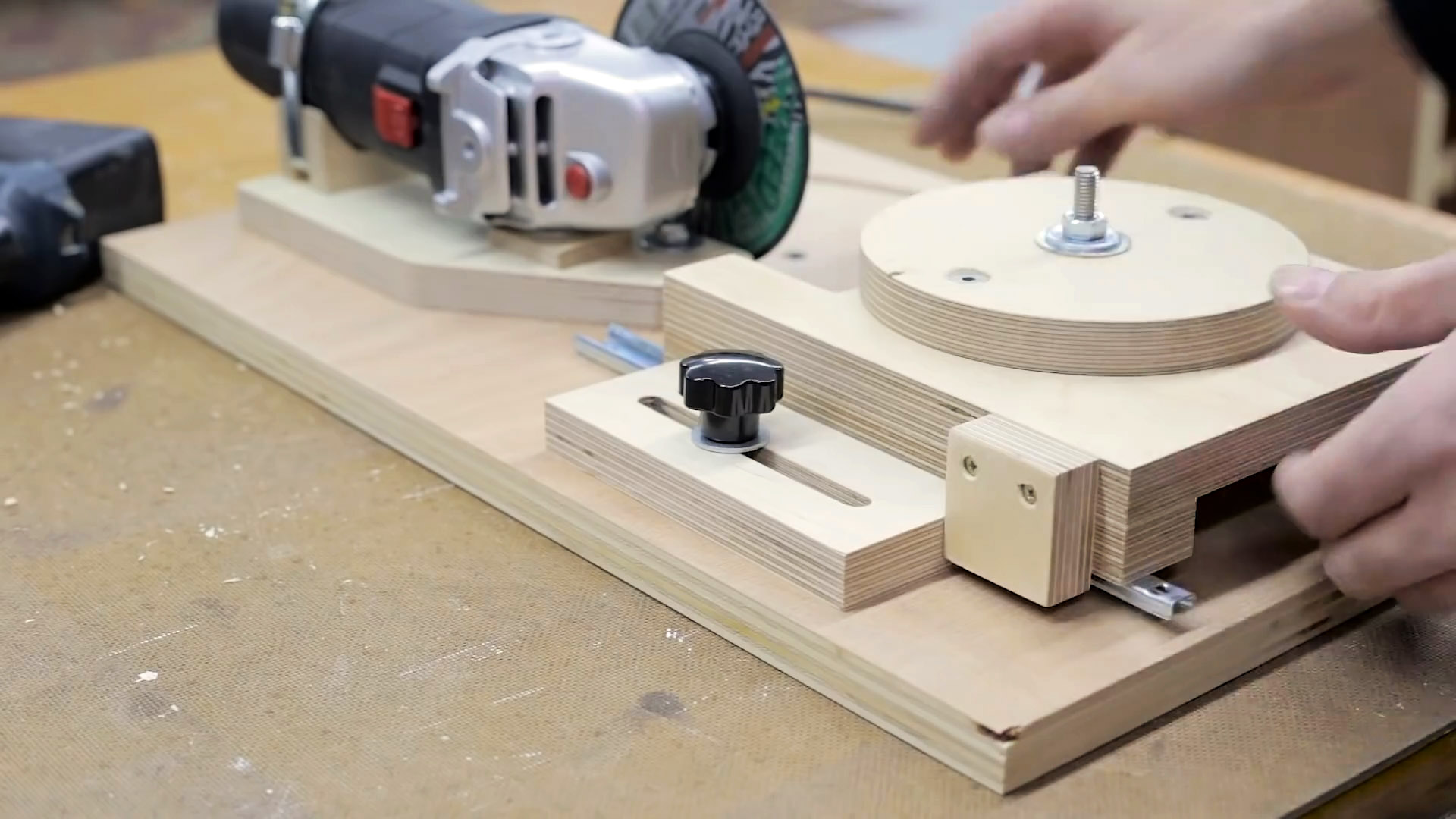
Далее нужно изготовить площадку для фиксации затачиваемых дисков. Для этого вырезается из фанеры деталь 150х150 мм. С краю в ней потребуется выпилить узкую полоску, шириной 40 мм, не доходя до краев по 30 мм. Затем на полученную П-образную деталь приклеиваются 2 рейки 150х30 мм.


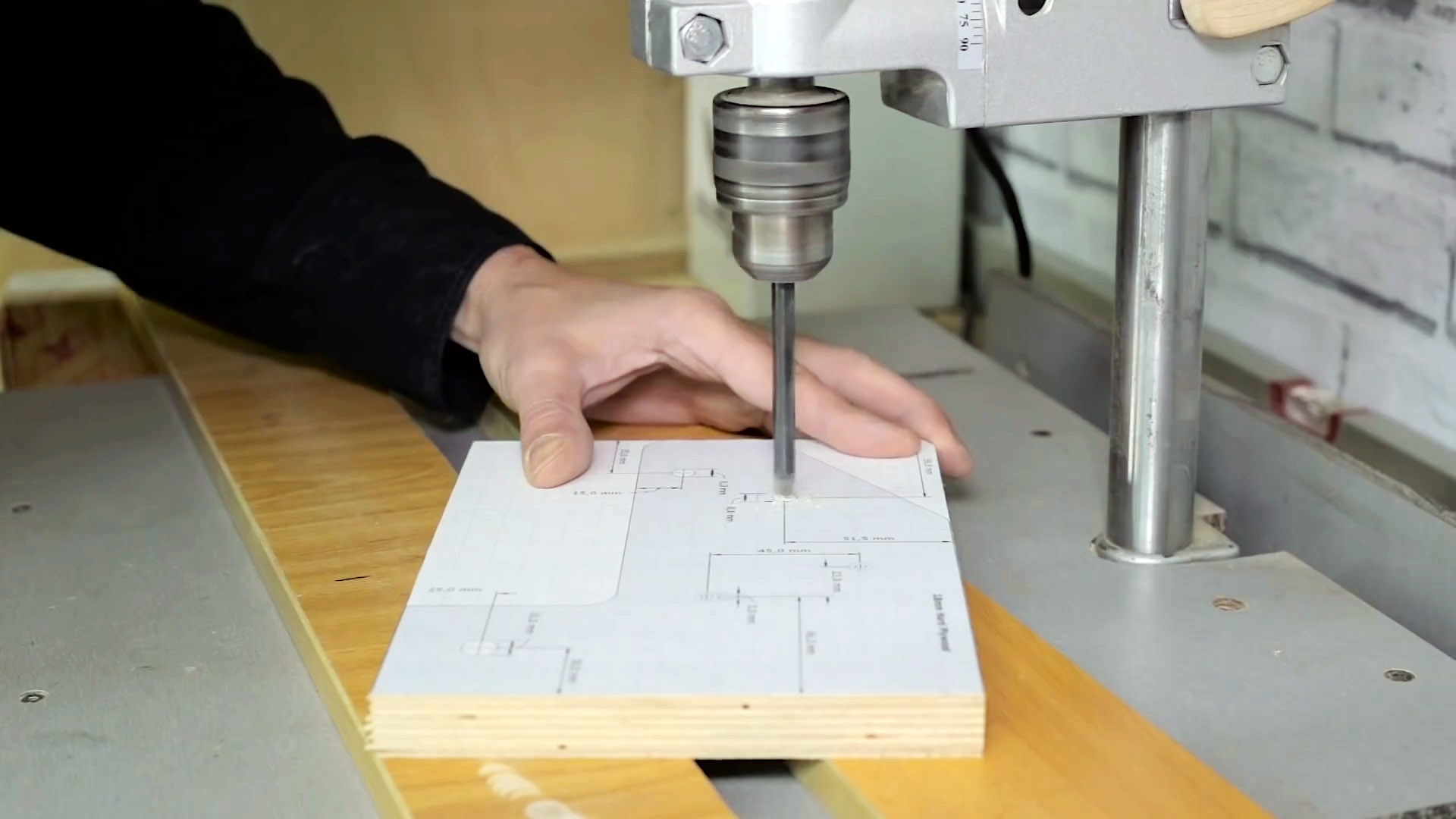
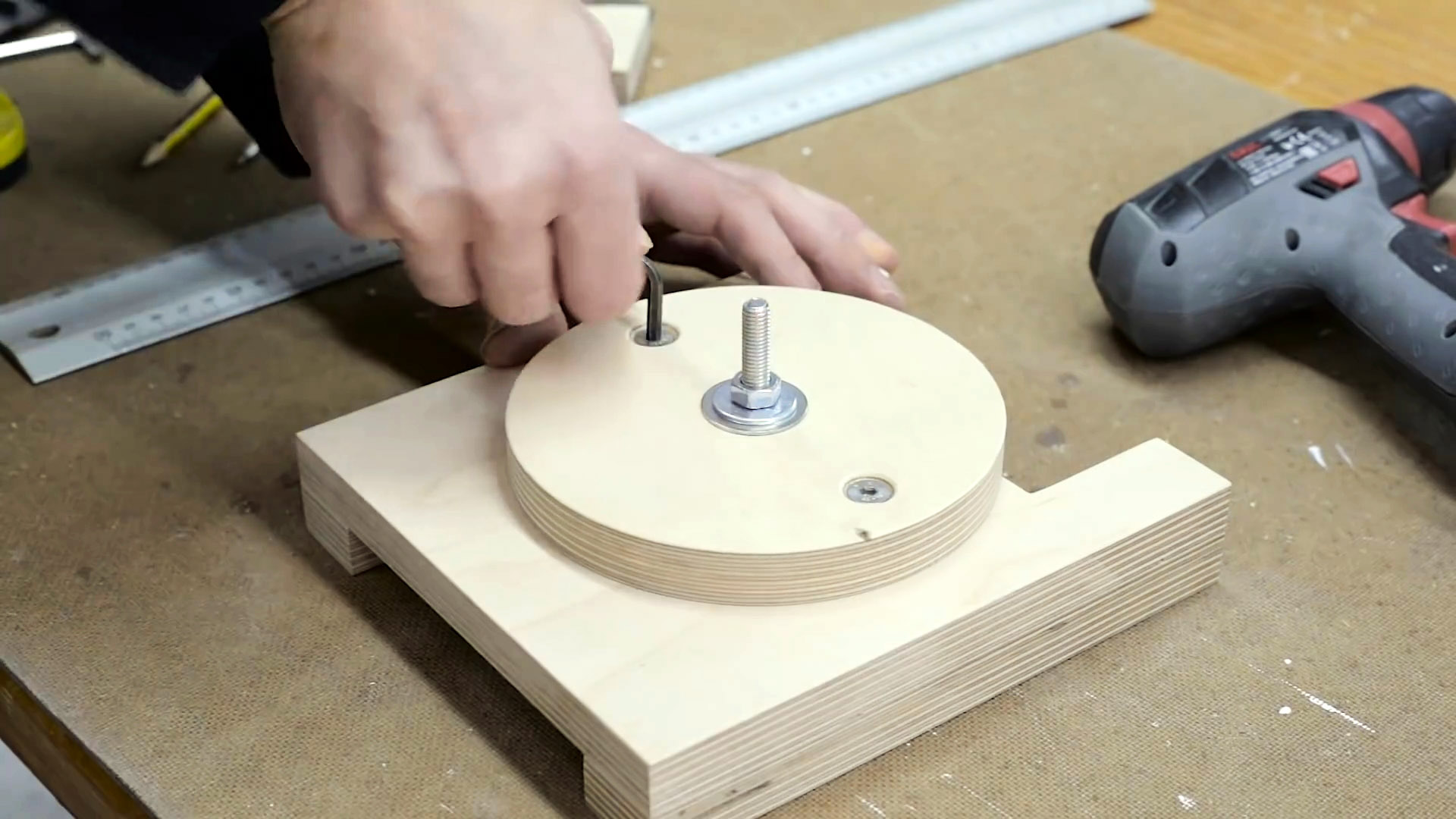
Далее выпиливается фанерный круг диаметром 80-100 мм.

На нем непосредственно и будут располагаться диски. В центре он просверливается, и в отверстие вкручивается болт. Его шляпку нужно будет утопить заподлицо. Это будет ось вращения диска. По бокам делается 2 отверстия. Они переносятся и на П-образное крепление. Сквозь них диск и эта деталь будут жестко скручиваться. На центральный болт зажимается шайба такого диаметра, чтобы надеваемый потом сверху диск не болтался.
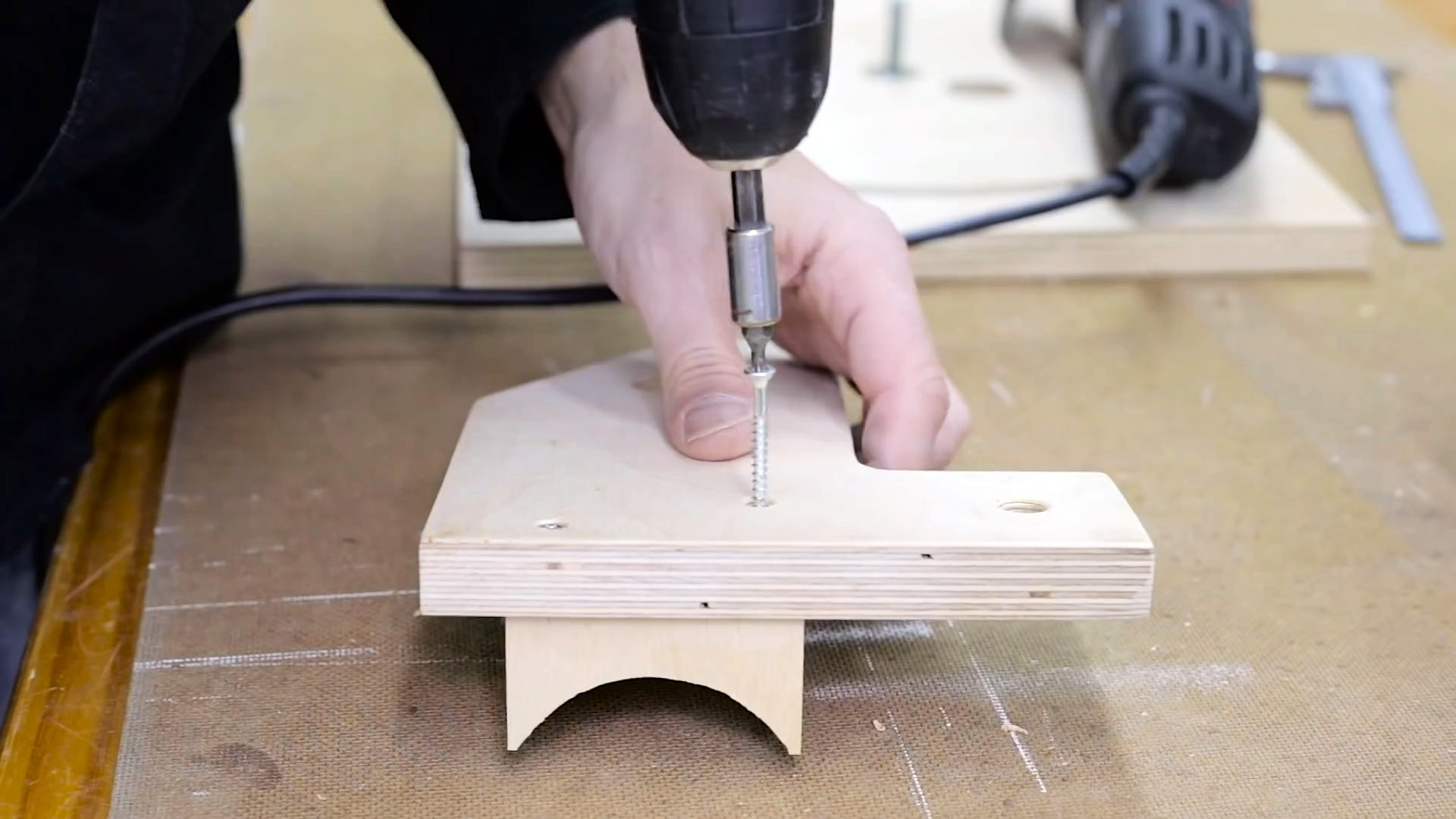
Снизу на П-образную деталь прикручиваются телескопические направляющие. Сбоку в углу закрепляется небольшой квадрат из фанеры. Он будет использовать как упор при дальнейшей регулировки и фиксации положения каретки на направляющих полозьях.
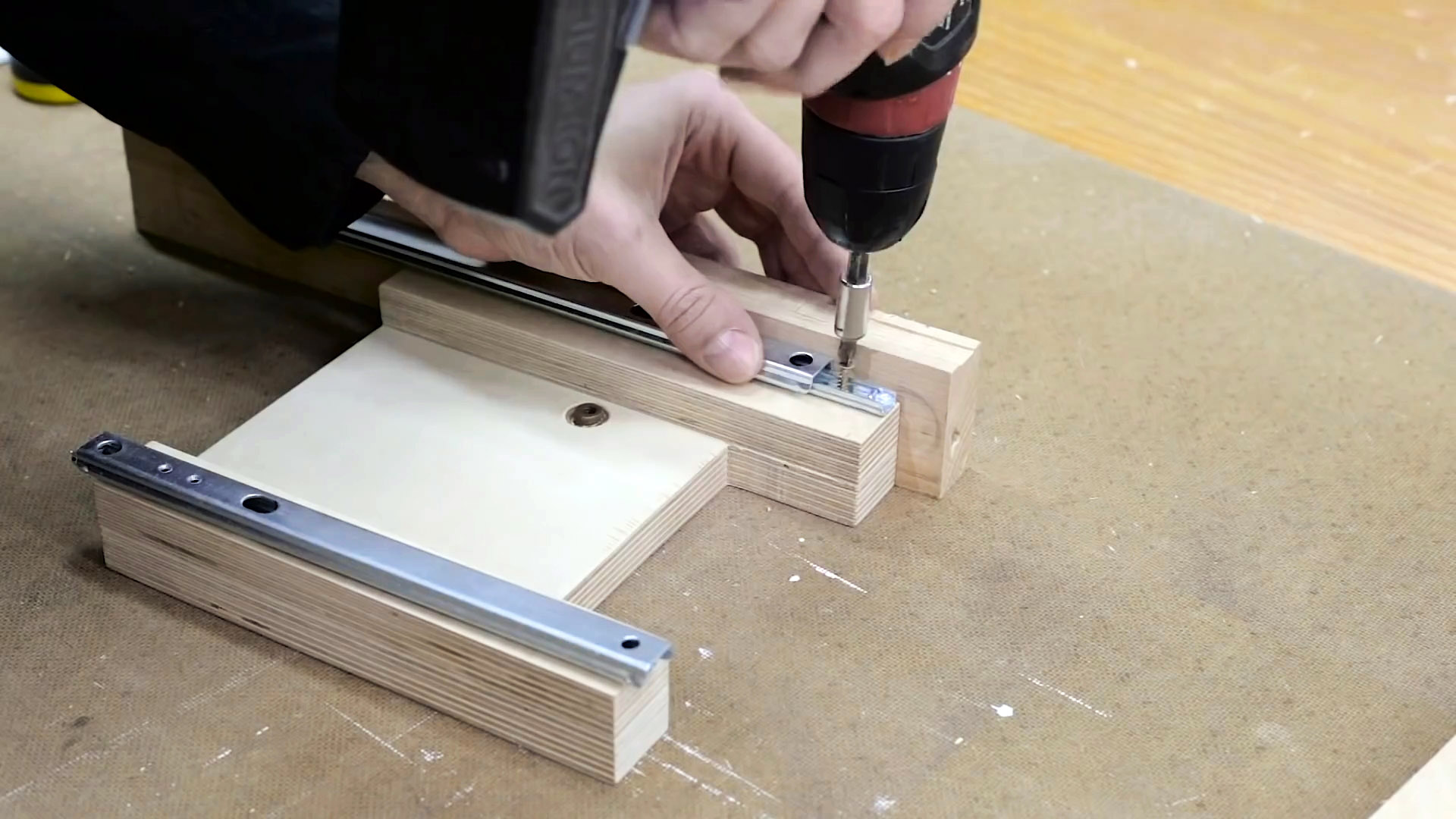

Из фанеры выпиливание полоса 100х40 мм, и в ее центр фрезеруется сквозной паз. Ее нужно прикрутить через него к подошве кондуктора. Эта деталь и будет ограничивать ход каретки, блокируя упор сделанный сбоку. Зажимать ее можно барашковой гайкой.

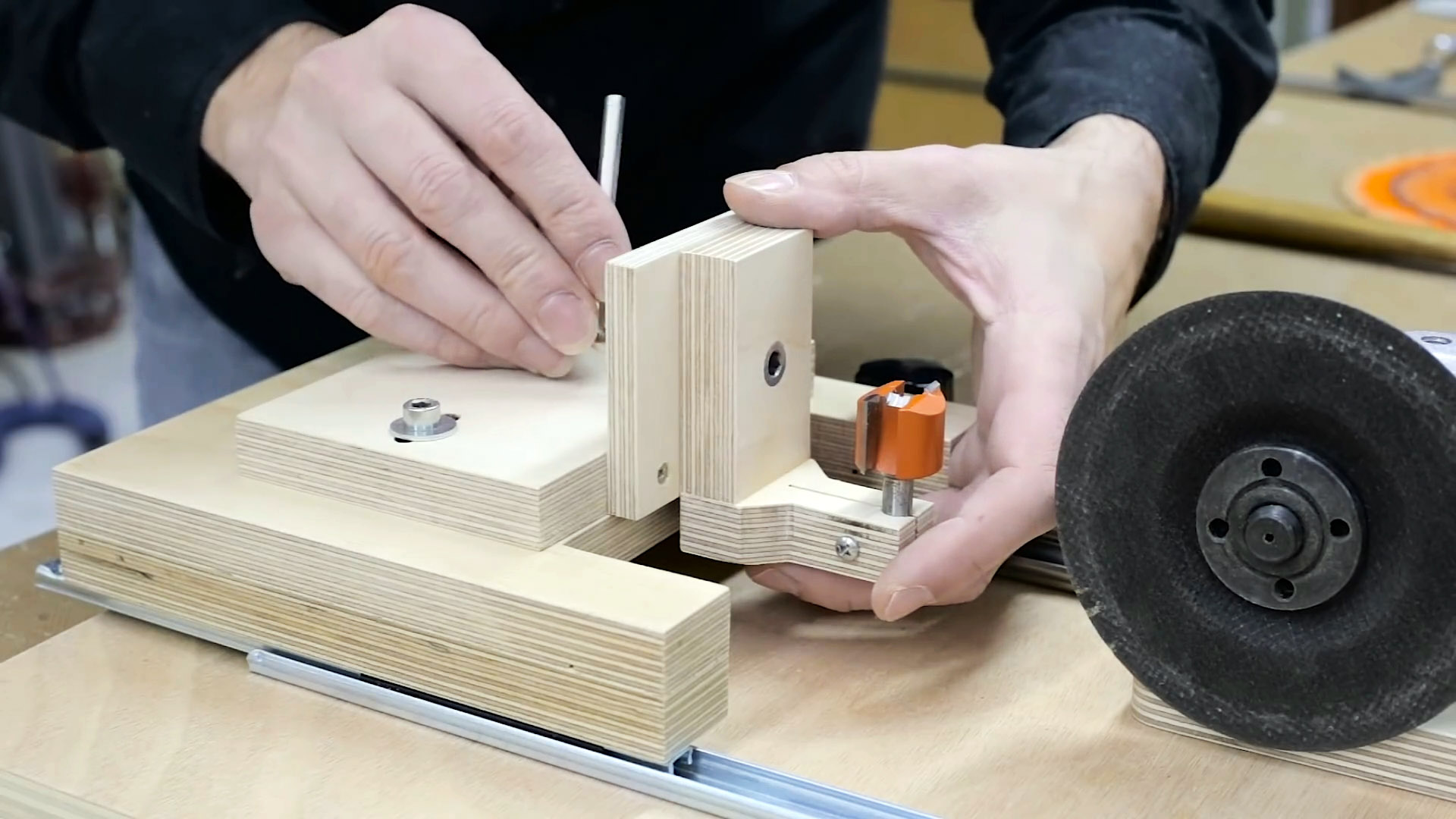
Последней деталью будет блокиратор положения пильного диска. Он представляет собой Г-образное основание из бруска со сквозным пазом для крепления и регулировки. Сверху к нему прикручивается держатель ограничивающего штифта в виде капли. Сам штифт представляет собой металлический стержень. Эта деталь прикручивается к подошве слева от точильного диска.



Заточка дисков и фрез при помощи самодельного приспособления
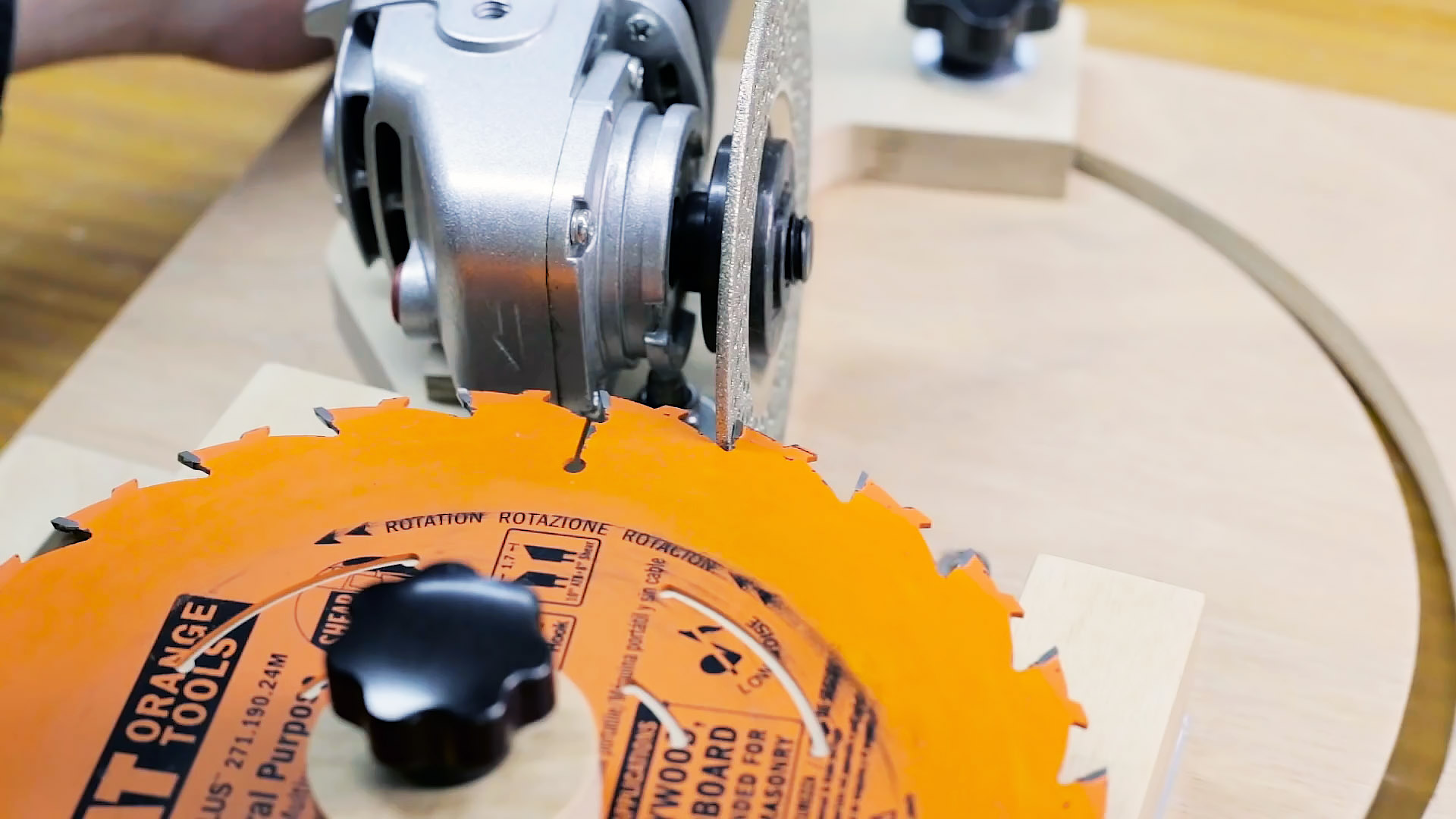
Для использования кондуктора устанавливаем болгарку с зажатым точильным диском. Напротив закрепляем пильный диск.

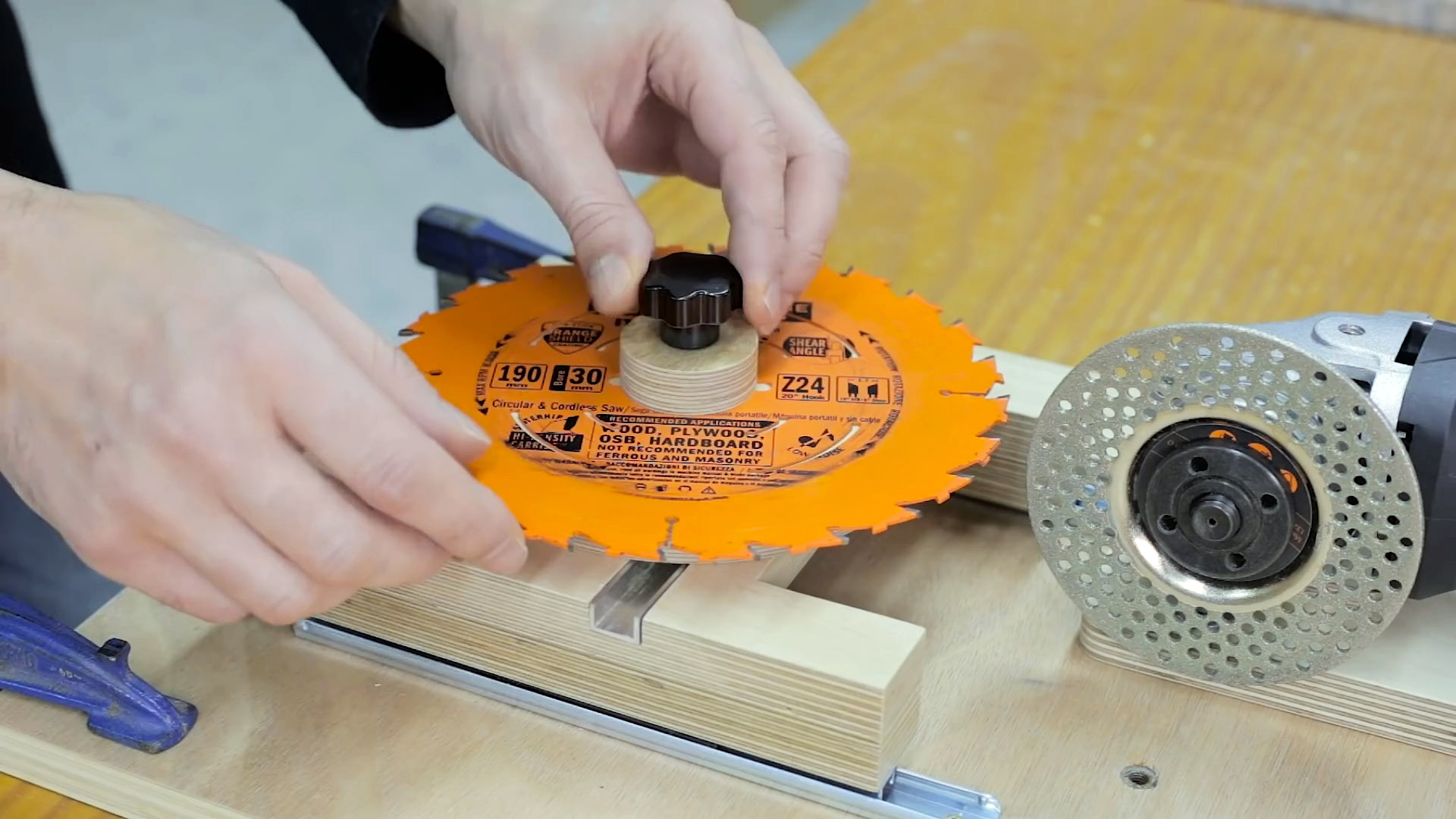
С помощью регуляторов они выставляются относительно друг друга под нужным углом заточки. Последним прикручивается ограничитель со штифтом, чтобы не позволять прижимать зуб диска больше положенного. Тогда все они будут заточены равномерно.



Заточка происходит прижатием пильного диска на точильный до тех пор, пока следующий зуб не упрется в штифт. Затем каретка отъезжает, диск проворачивается, и аналогично затачивается следующий зуб.
Для заточки фрез устанавливается приспособление в котом зажимается фреза.
Поворачивается в сторону диска и та же затачивается кадая режущая грань по типу диска.














