Некоторые б/у автозапчасти почти не теряют точности своих размеров. Этот фактор мы используем для изготовления полезного приспособления для разделки кромок круглых труб с последующим их соединением под различными углами.
Понадобится
Материалы:- поршни и амортизатор б/у;
- уголок и швеллер б/у;
- металлическая пластина;
- аэрозольная краска;
- болты, гайки, гайки-барашки, шайбы;
- корончатое сверло;
- струбцина;
- круглая стальная труба.
Качественные сверла на АлиЭкспресс со скидкой - http://alii.pub/5zwmxz
Инструменты: маятниковая ленточная пила, болгарка, фрезерный, токарный и сверлильный станки, сварка, гриндер, плашка, дрель, измерительно-разметочные средства и т. д.Процесс изготовления инструмента из автозапчастей
Подбираем два старых поршня с диаметрами отверстий под поршневые пальцы, близкими диаметру штока амортизатора.

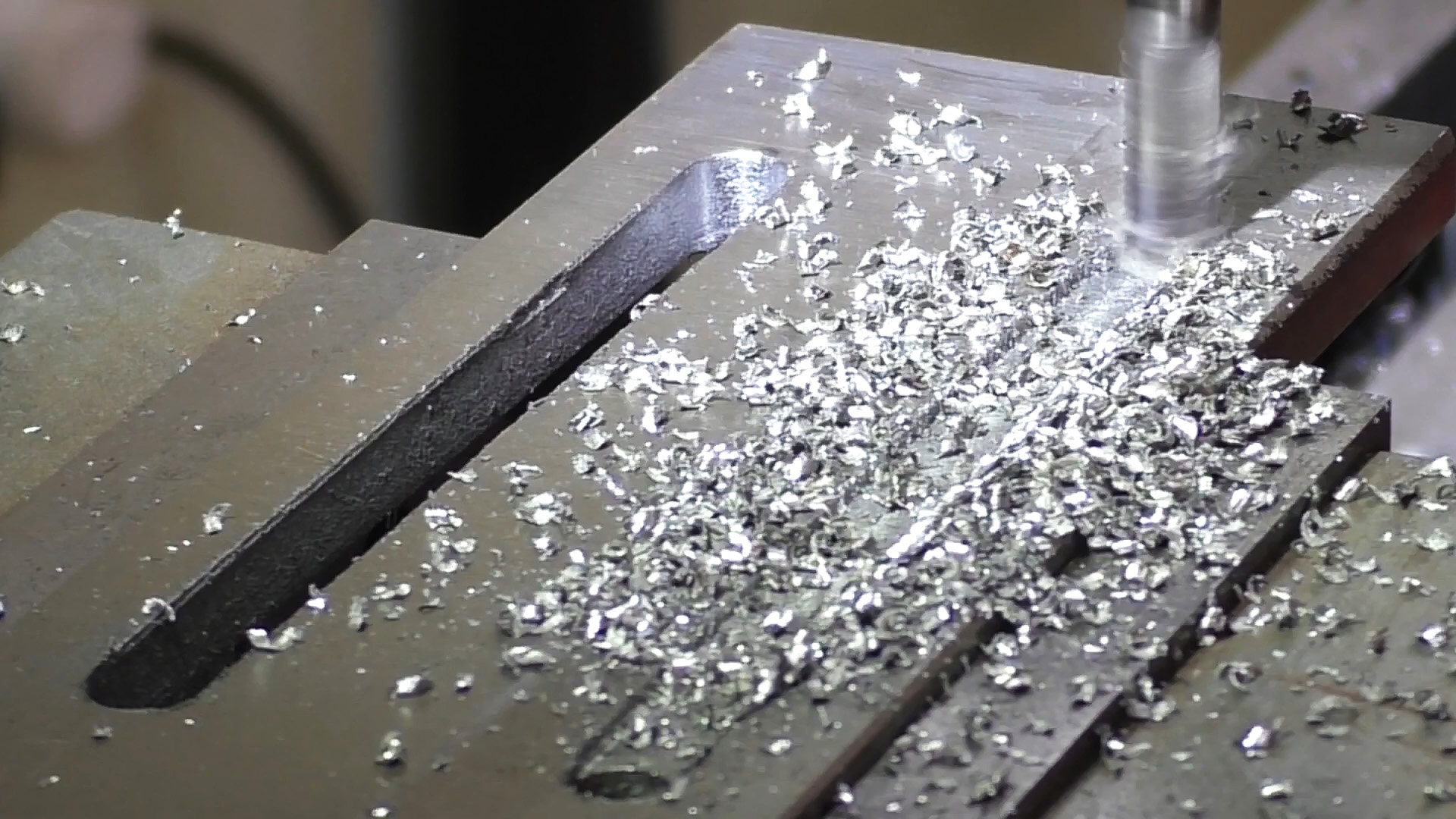
Отрезаем от полок стального уголка две одинаковые полосы и фрезеруем их со всех сторон под размеры 65x250 мм.


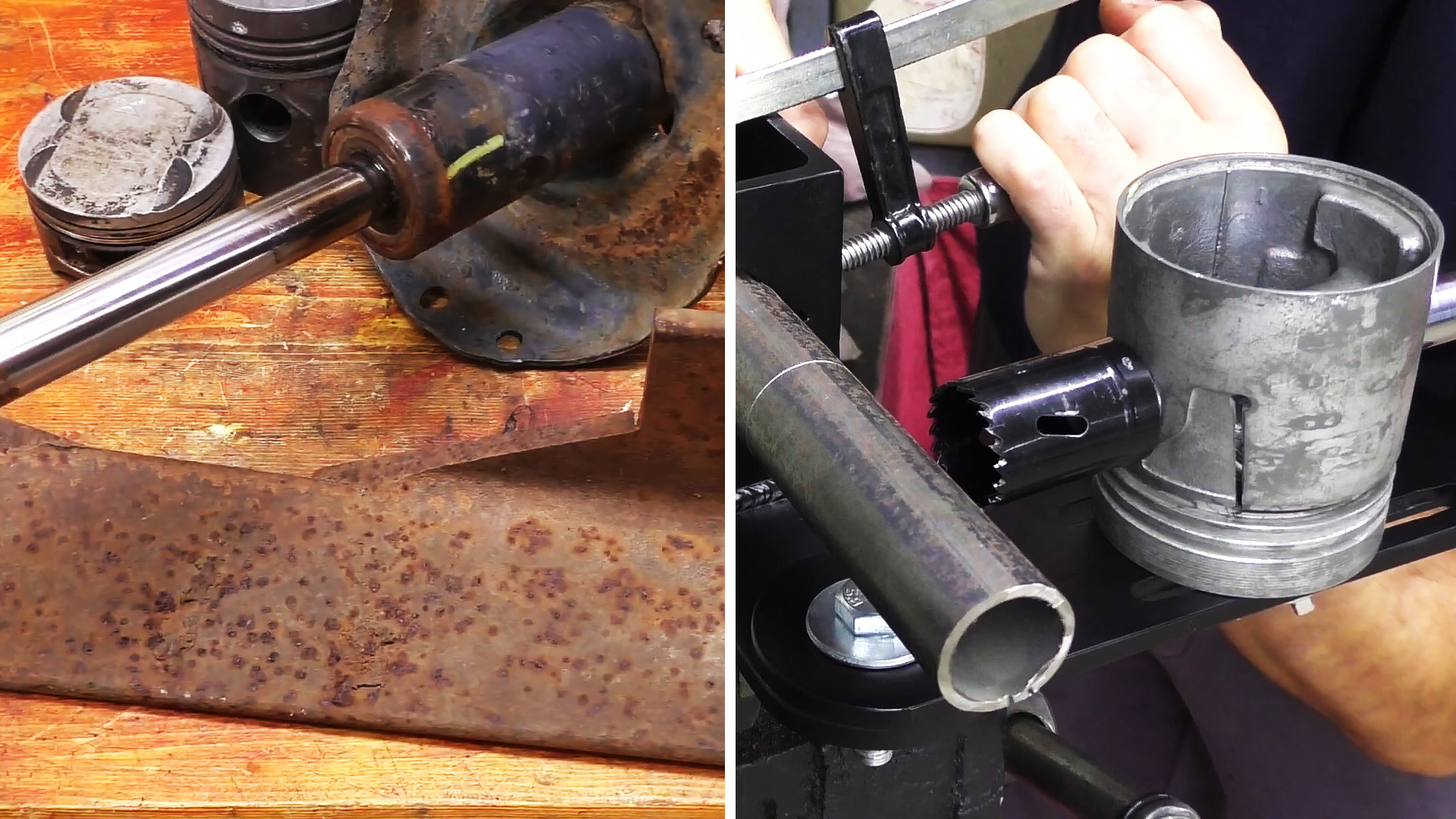
Разрезаем сверху корпус амортизатора, вытаскиваем из него шток поршня, насухо протираем и замеряем диаметр, равный 22 мм.

Измеряем диаметры отверстий под пальцы в поршнях, оказавшиеся равными 20,32 мм и 22,08 мм, который и выбираем для дальнейшего использования.

Удаляем резьбу со штока и нарезаем новую под нужный размер, протачиваем одну сторону на некоторой длине под меньший диаметр.

Закругляем и шлифуем обе пластины, полученные из полок уголка, с одного края.

В основании закругления сверлим по центру отверстия.

На днище выбранного поршня проводим диаметр, перпендикулярно оси поршневых отверстий. Отмеряем от концов диаметра по 20,27 мм и сверлим отверстия.

На одной пластине проводим линии, параллельные длинным сторонам так, чтобы расстояние между ними было 20,27 мм.
Сверлим на линиях, отступив от края пластины равное расстояние, по одному отверстию, затем еще два на заданном расстоянии от первых.
На фрезерном станке между этими отверстиями в продольном направлении выполняем прорези шириной, равной диаметру отверстий.

Отрезаем от швеллера фрагмент, устанавливаем его спинкой продольно на пластину без прорезей и укладываем пластину с прорезями, совместив отверстия, на которую ставим поршень.
Вставляем в поршень шток амортизатора, заострив один конец. Удерживая поршень на пластине, вращаем его вокруг вертикальной оси, пока на ножках швеллера не появятся горизонтальные линии.
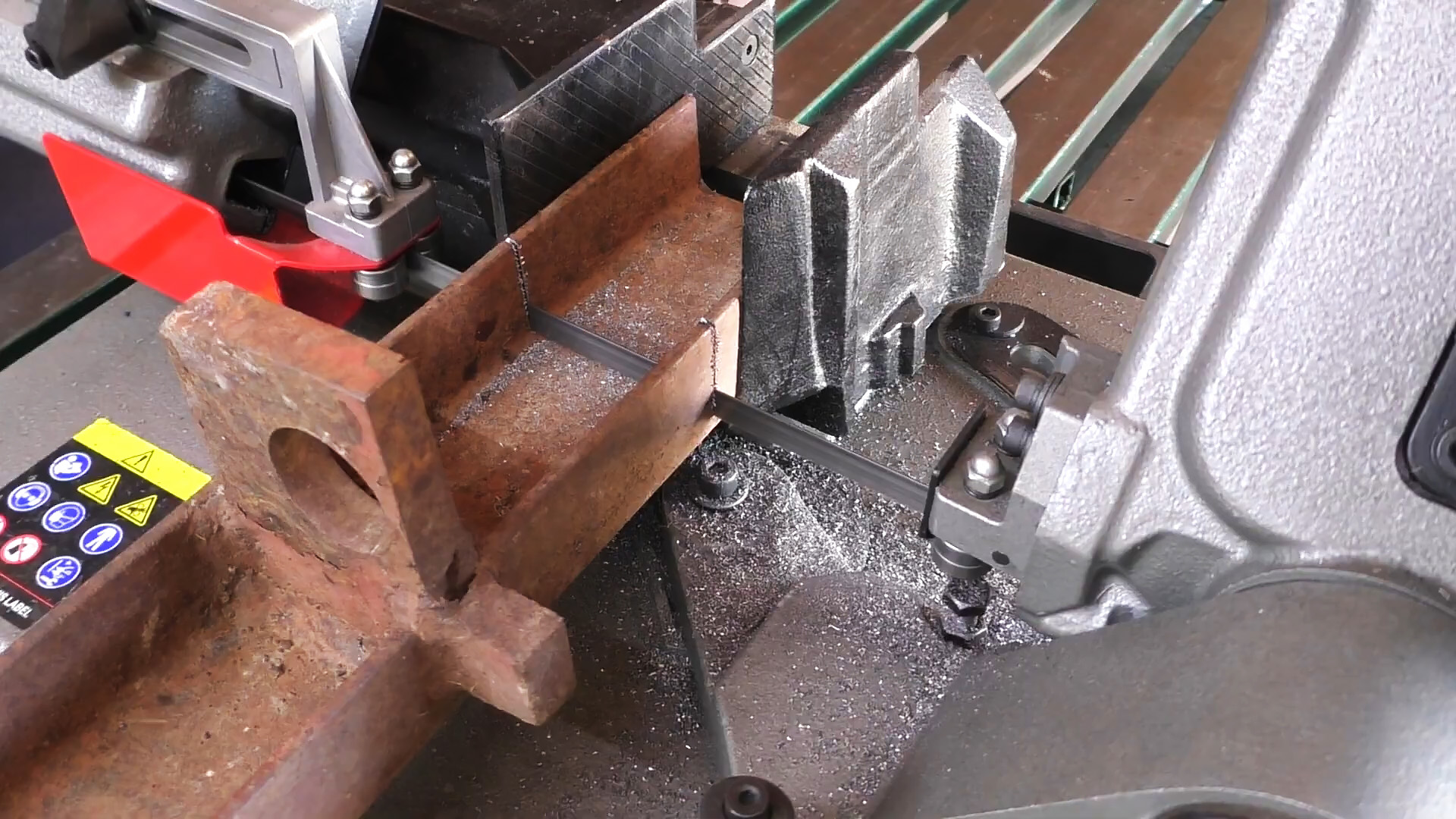
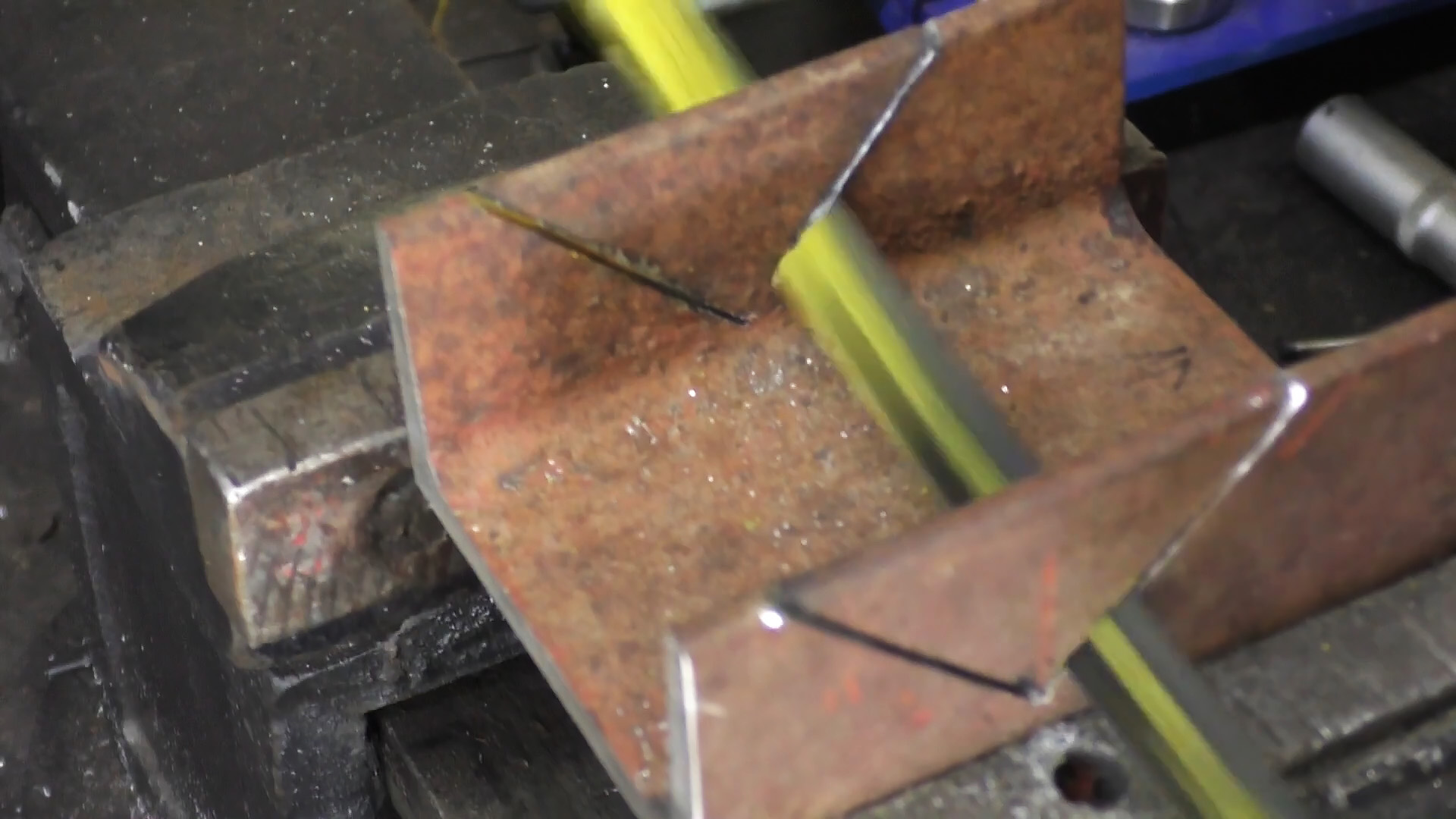
Ориентируясь на эти линии, вырезаем в ножках швеллера выемки под углом 90 градусов на всю их высоту. Болгаркой скругляем кромки, углы и удаляем ржавчину.
Привариваем к пластине без прорезей стальную полосу «на ребро» продольно, немного отступив от ровного конца. С другой стороны пластины привариваем вертикально швеллер с выемками в ножках, но со смещением к ровной стороне. Окрашиваем сварной узел и пластину с прорезями.

Два одинаковых болта соединяем сваркой за головки третьим так, чтобы они были параллельны друг другу и направлены в одну сторону. Вставляем болты с шайбами в отверстия в поршне изнутри.
На стержни болтов, выступающих из днища поршня, надеваем пластину с прорезями и закрепляем гайками-барашками с шайбами.
Вставляем в отверстия поршня шток амортизатора и на резьбу накручиваем и затягиваем корончатое сверло.
Пластины соединяем через отверстия болтами, шайбами и гайками. В принципе наше приспособление готово к работе.

Закрепляем устройство в тиски. Поворачиваем верхнюю пластину относительно нижней на требуемый угол и затягиваем стяжным болтом гаечными ключами.

В выемках швеллера закрепляем круглую трубу струбциной. Включаем дрель с зажатым в ее патроне амортизатором и корончатым сверлом. Подаем дрель вперед, и сверло формирует кромку трубы.

Изменяя положение пластин относительно друг друга, мы можем подготовить кромки труб для соединения под любыми углами.
















