При сварке тонкого металла приемы, применяемые при соединении массивных заготовок, не работают. Энергия электрической дуги просто прожигает тонкий металл и вместо сварочного шва образуются дыры. Но если знать секреты опытных сварщиков, то и новичку удастся справится со сваркой металла толщиной 1 мм.

Понадобится
Материалы и инструменты:
- отрезки профильных труб с толщиной стенок 1 мм;
- сварочное оборудование;
- болгарка;
- металлическая щетка;
- молоток.
Сварочные электроды широкого назначения на АлиЭкспресс со скидкой - http://alii.pub/606j2h
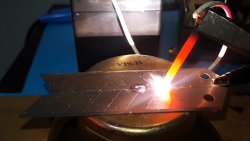
Процессы сварки тонкого металла с использованием секретов опытных сварщиков
При работе с тонким металлом сварочный ток должен быть минимально возможным, как и диаметр электродов. Это помогает уменьшить длину дуги и пятно контакта, что позволяет вести сварку при более низких температурах. Однако и этого может оказаться недостаточно для исключения прожога тонкого металла.
Опытные сварщики используют еще одну возможность для качественной сварки металла толщиной 1 мм – траекторию движения конца электрода в процессе сварки, позволяющую существенно понизить температуру в рабочей зоне.
Все способы сварки тонкого металла предусматривают подготовительные работы: кромки свариваемых заготовок должны быть тщательно подготовлены – удалена ржавчина, жировые и любые другие отложения с помощью болгарки, металлической щетки и т. д. Кромки максимально сдвинуты. Все это позволит облегчить сварочный процесс.
Способ 1

После розжига дуги необходимо концом электрода совершать возвратно-поступательные движения вдоль свариваемого стыка. Причем движения должны быть быстрыми, но не суетливыми, с некоторым замедлением при контакте с концом уже сформировавшегося сварочного шва.

В результате будут подготавливаться к процессу сварки еще не соединенные участки стыка, а часть энергии дуги будет передаваться в уже сформировавшийся сварочный шов, что защитит тонкий свариваемый металл от прожога.

Способ 2
Необходимо двигать конец электрода небольшими прыжками в направлении свариваемого стыка. При этом «прыжок» должен быть невысоким, чтобы не потушить дугу. Такое движение электрода позволяет периодически снижать температуру сварочного процесса и оберегать тонкий металл от прожога.

Способ 3
Непрерывное движение электрода по свариваемому стыку с максимально возможной скоростью без изменения длины дуги. В этом случае быстрое перемещение электрода не позволяет тонкому металлу перегреваться, что оберегает металл от прожога. Скорость перемещения электрода по стыку ограничивается только недопущением не провара металла.

Способ 4

Круговое вращение электрода с перемещением вдоль свариваемого шва. В этом случае захватывается большая ширина сварки и энергия дуги распределяется на большую площадь, что снижает перегрев тонкого металла и оберегает его от прожогов.

Сварочные электроды широкого назначения на АлиЭкспресс со скидкой - http://alii.pub/606j2h
Смотрите видео