Обычно токарный станок применяется при расточке, нарезании резьбы, развертывании, зенковании и сверлении, но на этом их возможности не заканчиваются. Я предлагаю рассмотреть способ, как с его помощью продолбить шпоночный паз на втулке. Для этого я применяю токарно-винторезный станок 1К62.

Набор инструментов
Для выполнения работы помимо станка потребуется:
- резец расточной;
- резец долбежный;
- масло для смазки.
Расточной резец может использоваться любой, конечно в пределах возможностей диаметра втулки. Что касается долбежного инструмента, то его сечение подбирается под требуемую ширину шпоночного паза. Смазочное масло потребуется только в тех случаях, если приходится работать с твердым металлом. Для мягких сталей при условии применения качественных резцов оно не обязательно, поскольку расточка фаски и долбление не вызывает критического перегрева, способного ускорить стирание режущей кромки инструмента.

Подготовительный этап
Втулка устанавливается в трехкулачковый патрон. Перед выполнением долбления необходимо сначала подготовить ее внутреннюю и наружную фаску расточным резцом. Они делаются только с той стороны, с которой будет входить долбежный инструмент. Это простейший процесс знакомый даже токарю любителю, потому не требует отдельного рассмотрения.

После подготовки фасок на станке нужно поставить минимальную скорость, чтобы предотвратить прокручивание шпинделя. У многих станков кулачковый патрон может под нагрузкой давать люфт, поэтому в этом случае необходимо поставить распорку. Для этого под него ставится подходящий по высоте болт с гайкой. При ее выкручивании длина упора увеличивается, поэтому он плотно прижимается к патрону, тем самым убирая качение.

Долбежный резец слегка зажимается в резцедержателе. Он выставляет по центру втулки, после чего необходимо провести точную регулировку. Для этого он заводится во втулку, двигаясь продольно с суппортом по салазкам. Получаемая в результате царапина должна идти вдоль отверстия втулки от одного края до второго. В порезанной линии не должно оставаться участка без царапины. Если он есть, то это говорить о наличии перекоса. Когда резец выставлен правильно, его нужно очень крепко зажать, поскольку нагрузка при долблении намного выше, чем при выполнении стандартных токарных работ.
Процесс долбления
Поскольку внутри втулка имеет свой радиус, то перед началом отсчета глубины паза необходимо его срезать, чтобы получить ровную площадку, которая будет нулевой точкой отсчета. Для этого с помощью суппорта двигаю резец вовнутрь втулки по продольным салазкам, снимая тончайшую стружку металла. После его возвращения в изначальное положение приближаю режущую кромку уже по поперечным салазкам к телу втулки на 0,1 мм. Снова делаю продольное движение по каретке. Процесс повторяю до тех пор, пока желоб не утратит радиус. Как только он уйдет, это и будет нулевая точка для отсчета.

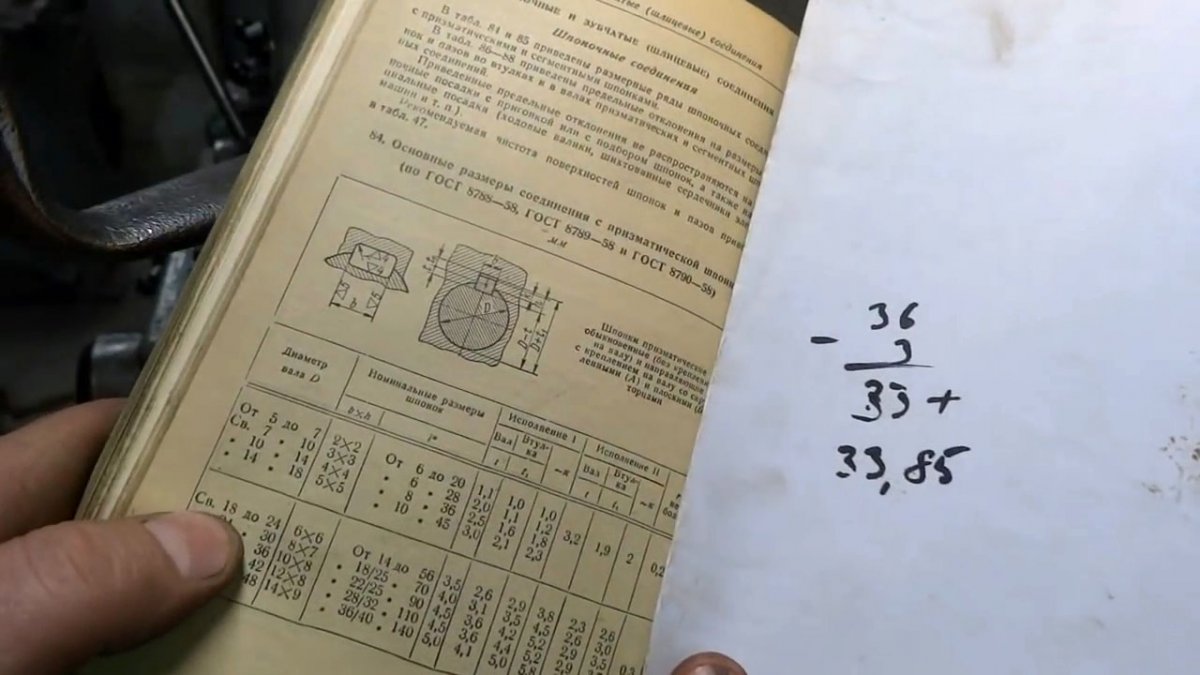
Теперь приступаю к долблению шпоночного паза. В моем случае его глубина должна составлять 2,6 мм. Используя шаг по 0,1 мм потребуется сделать 26 движений резца, чтобы достичь такой глубины.


После углубления паза на 2,6 мм нужно не меняя настройки на лимбе сделать еще несколько повторных движений резца, чтобы подчистить плоскость от мелких заусениц. Далее втулка извлекается из патрона. Ее второй торец довольно грубый, но это легко решается. В резцедержатель снова устанавливается расточной резец, и снимаются аккуратные фаски. После этого втулку можно использовать по предназначению.

Долбление на токарном станке продолжительный, хотя и не сложный процесс. В моем случае продольное движение суппорта моторизировано, поэтому все делается относительно быстро. Продолбить паз возможно и на бюджетных станках с ручным приводом, но в этом случае времени понадобится значительно больше.