
В механизмах прошлых лет выпуска (станки, редукторы, привода) зубчатые колеса и шестерни часто изготавливались из серого чугуна, которые при малых и средних нагрузках не уступали стальным аналогам, а процесс чугунного литья был проще и дешевле стального.
Но чугун хрупок, и в зубчатых колесах и шестернях при резком изменении нагрузки или ее возрастании ломались зубья, и весь механизм выходил из строя. Конечно, лучше было бы заменить зубчатое колесо или шестерню с отсутствующим зубом на новое изделие, что не всегда возможно. Тогда остается попробовать восстановить зуб другим способом.

Один из вариантов связан с механической подготовкой места сломанного зуба, наплавкой подходящего по прочности и другим характеристикам материала и обработкой наплавки до получения точного по геометрии нового зуба.
Необходимое оборудование, приспособления и материалы
Для работы нам понадобиться:
- болгарка и мини-дрель (бормашина);
- кислородно-ацетиленовая сварочная горелка;
- клещи;
- биениемер (измерительная головка);
- токарный станок;
- наждачная бумага;
- вал с гайкой и трубчатым упором для блока зубчатого колеса и шестерни;
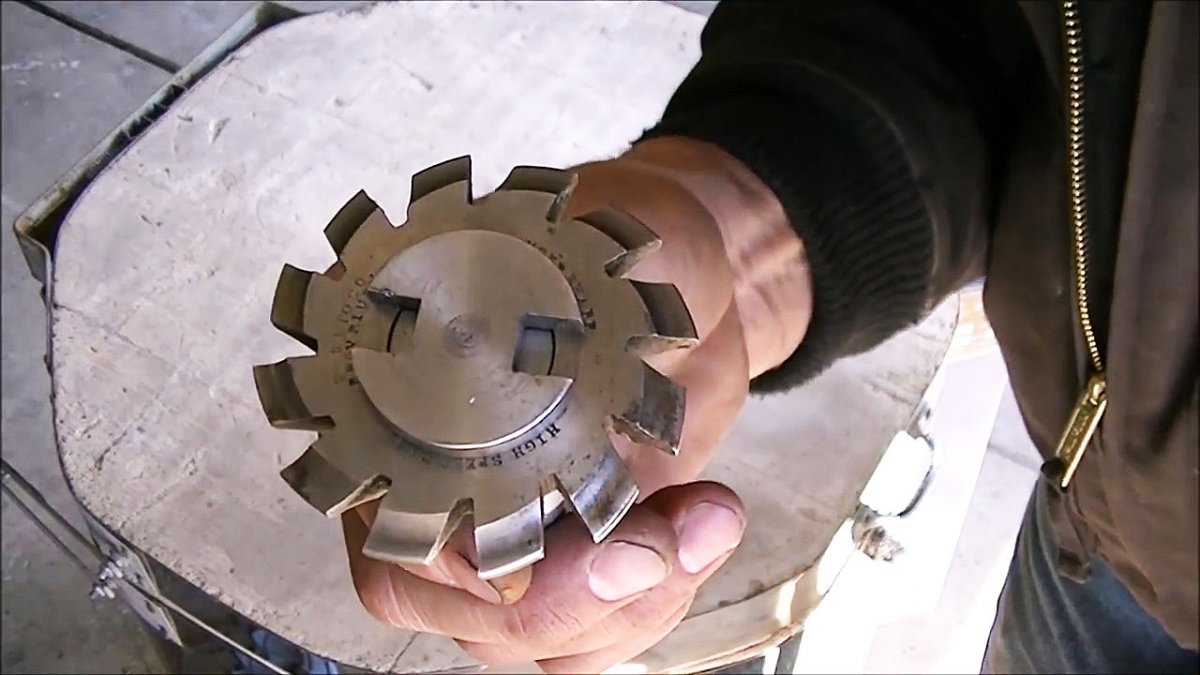
- фреза для формирования профиля впадины между зубьями;
- ось фрезы с захватом под ключ;
- фрезерный станок с делительной головкой;
- измерительный инструмент (штангенциркуль, микрометр) и т. д.
Для заполнения промежутка между двумя смежными целыми зубьями по отношению к сломанному зубу нам понадобиться:
- кремнистый (силиконовый) бронзовый стержень;
- флюс (основная часть: бура с небольшой примесью магния);
- сварочное одеяло из стекловолокна;
- ветошь, тканевые салфетки и др.
Процесс восстановления сломанного зуба
Он состоит из трех этапов:
- Подготовка места и заполнение (запайка) промежутка между двумя смежными целыми зубьями по отношению к отсутствующему.
- Изготовление державки для зуборезной фрезы и оси для закрепления блока зубчатого колеса и шестерни на станке в процессе обработки.
- Формирование профиля зуба путем выборки наплавленного материала специальной фрезой с двух сторон.
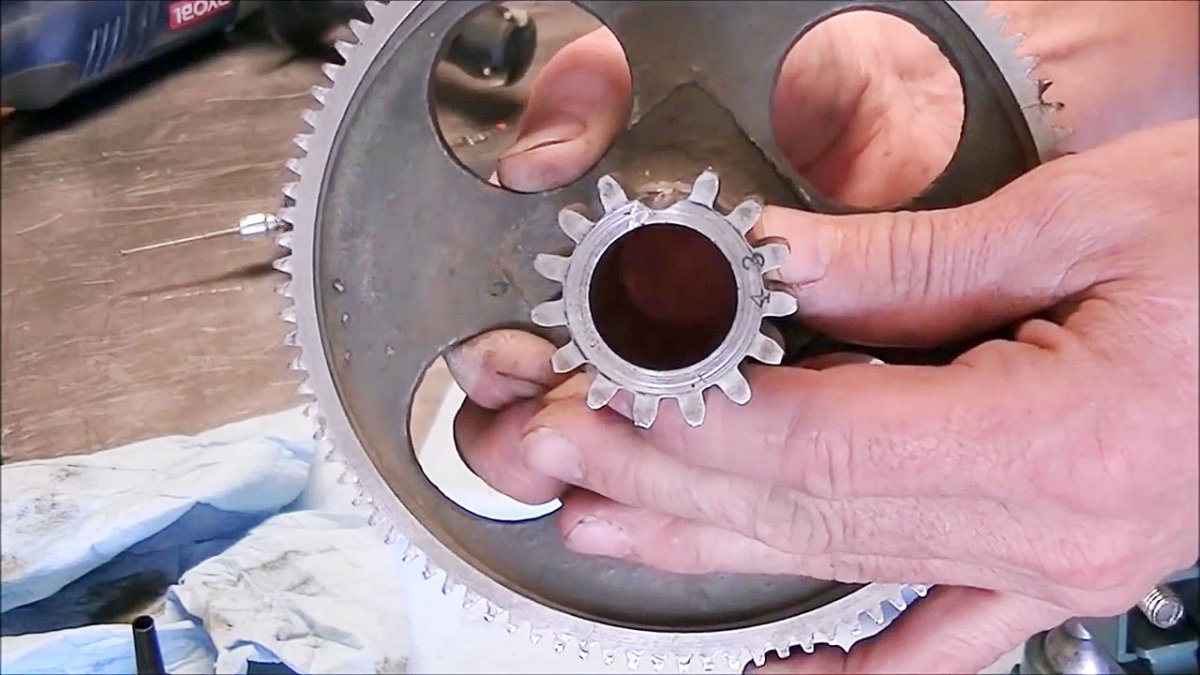
Подготовка места пайки

Поскольку серый чугун механически трудно обрабатывается, сделать это с помощью мини-дрели практически невозможно. Лучше и быстрее шлифовку сломанного зуба произвести с применением болгарки.

В конце можно для придания шероховатости основанию подработать место пайки бормашиной. Это обеспечит более прочное соединение наплавляемого материала с чугуном.


Процесс термической пайки
Он начинается с основательного и равномерного прогрева с помощью газо-ацетиленовой горелки, как места пайки, так и прилегающих частей шестерни. Иначе увеличивается вероятность образования трещин в чугунной детали.
Затем докрасна прогревается место пайки и слегка кремнистый (силиконовый) бронзовый стержень, который после разогрева опускается в емкость с флюсом, состоящий в основном из буры с добавлением небольшого количества магния.
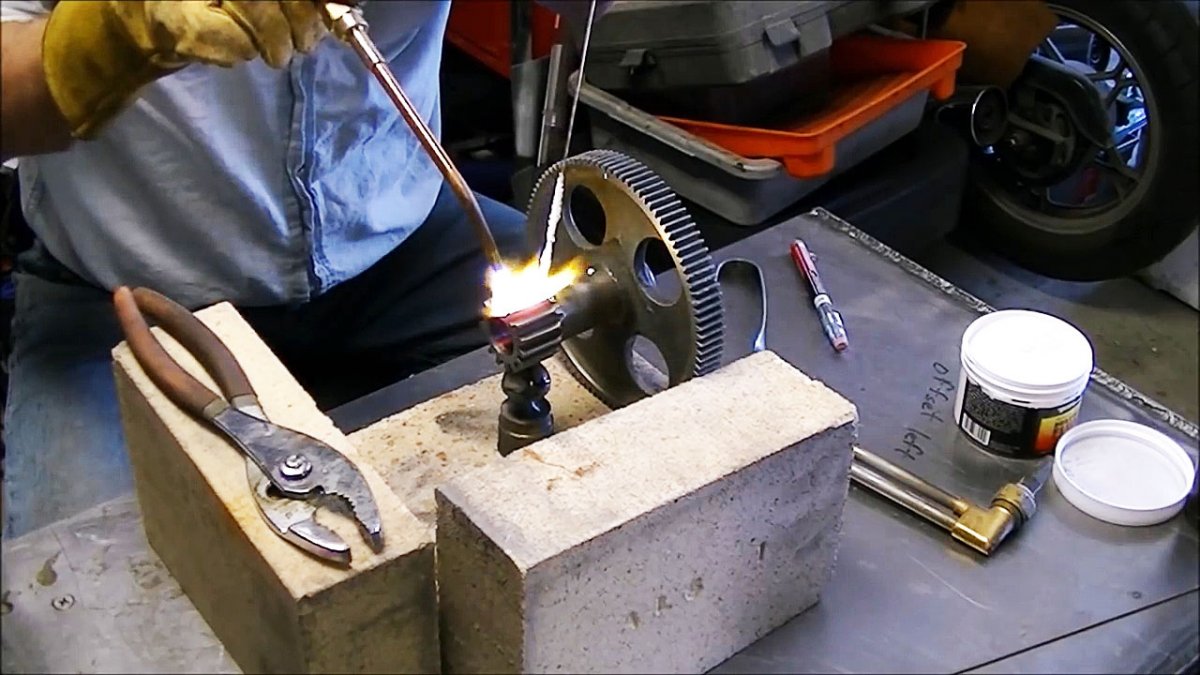
Далее силиконовый бронзовый стержень, покрытый флюсом, помещается над впадиной и плавится с помощью пламени газо-ацетиленовой горелки. Эта операция продолжается до тех пор, пока кремнистый бронзовый припой не заполнит весь объем впадины между смежными целыми зубьями.
В конце этого этапа, чтобы от быстрого охлаждения напайка не потрескалась, накрываем восстанавливаемую деталь сварочным одеялом из стекловолокна и оставляем до медленного остывания в течение необходимого времени.

Процесс обработки торцов шестерни с напайкой
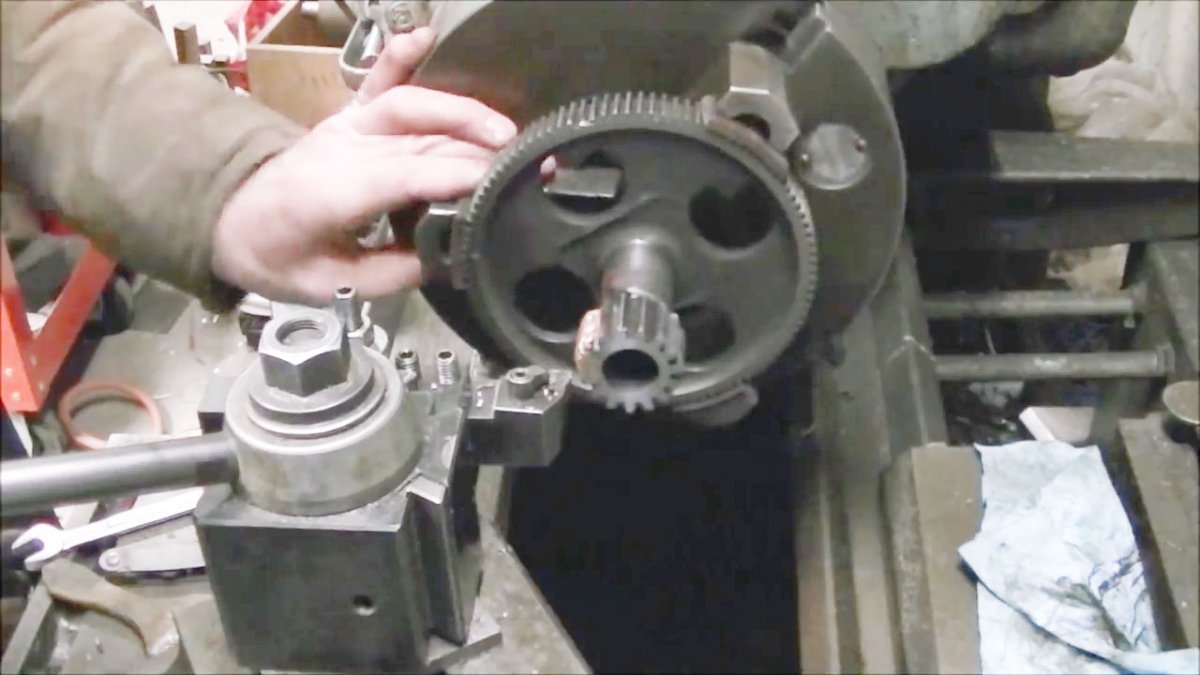
Зажимаем зубчатое колесо в патрон токарного станка и посредством измерительной головки выставляем блок с минимально допустимым биением, подбивая при необходимости шестерню с той или другой стороны киянкой.
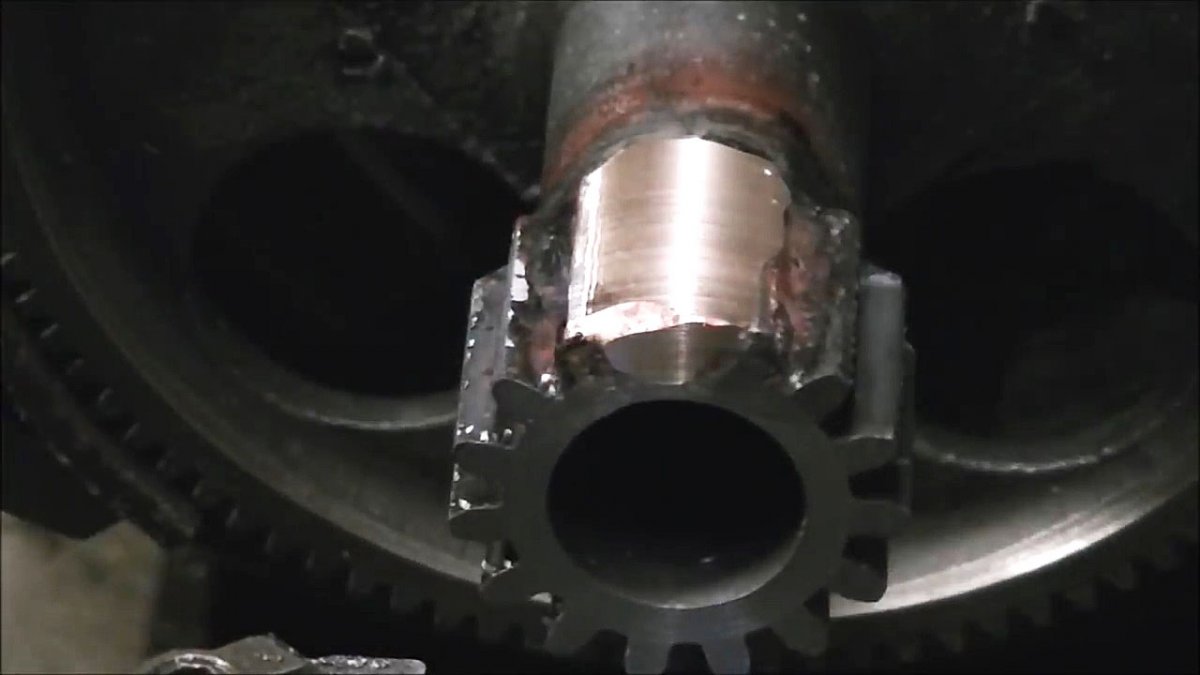
Затем с помощью резцов снимаем наплывы напайки, выступающие за торцы шестерни. В конце обточки наждачной бумагой производим шлифовку мест обработки.


Подготовка блока и фрезы к работе
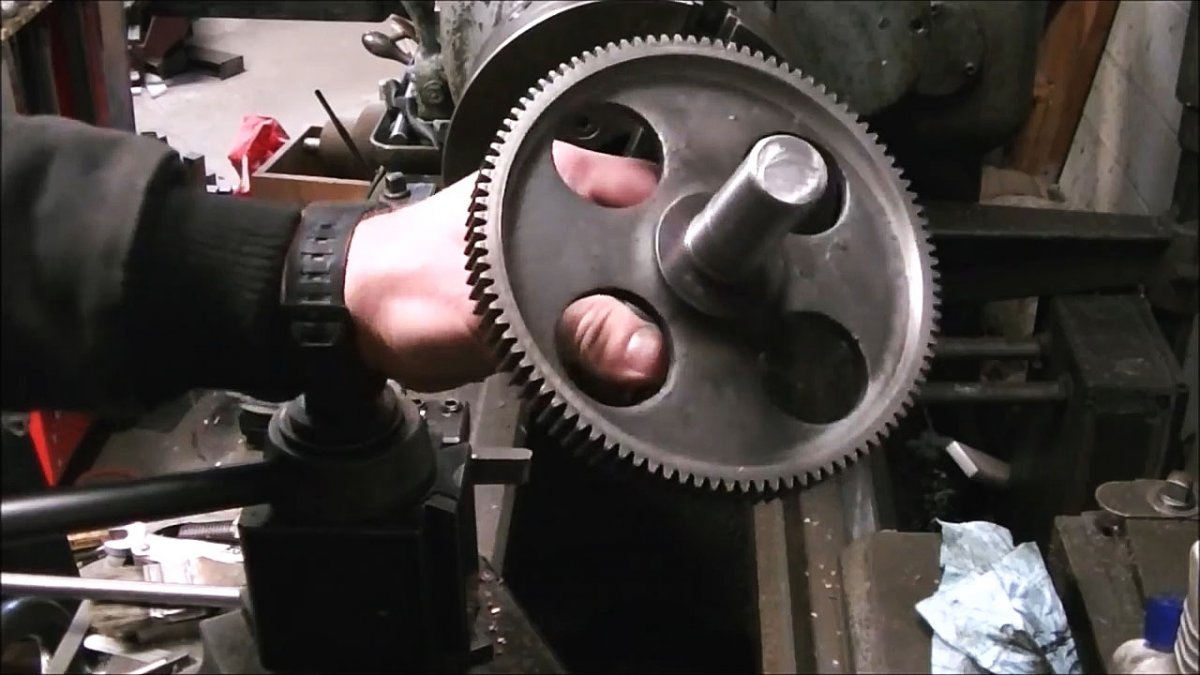
Блок зубчатого колеса и шестерни насаживаем на токарном станке на заранее заготовленную ось с помощью закручивания гайки и цилиндрического упора.

Для изготовления державки для фрезы берем стальной стержень определенной длины и по диаметру чуть больше посадочного отверстия в инструменте. Зажимаем его в патроне токарного станка и с одного торца сверлим вначале центровочным сверлом небольшое отверстие, которое затем расширяем спиральным сверлом до необходимого размера.
Далее в задней бабке станка закрепляем метчик и вводим его в отверстие на торце стержня. Отводим бабку назад и нарезаем резьбу вручную, вращая метчик воротком. В образовавшуюся резьбу вворачиваем самодельный болт с плоской цилиндрической головкой и двумя симметрично расположенными прямоугольными вырезами относительно центра стержня для захвата специальным ключом.

Затем торцуем стержень с другой стороны и протачиваем на необходимую длину под диаметр шпинделя фрезерного станка. Обточку ведем с периодической проверкой диаметра, чтобы не прослабить размер. В конце шлифуем место обточки лентой из наждачной бумаги и протираем тканевой салфеткой.
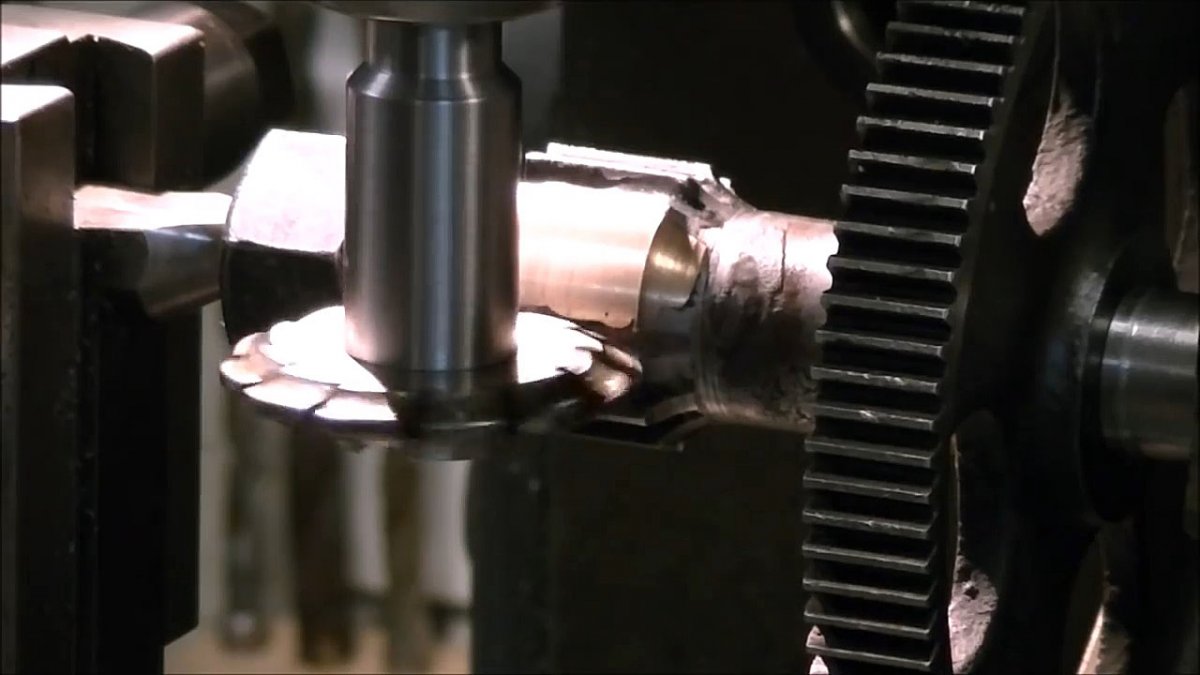
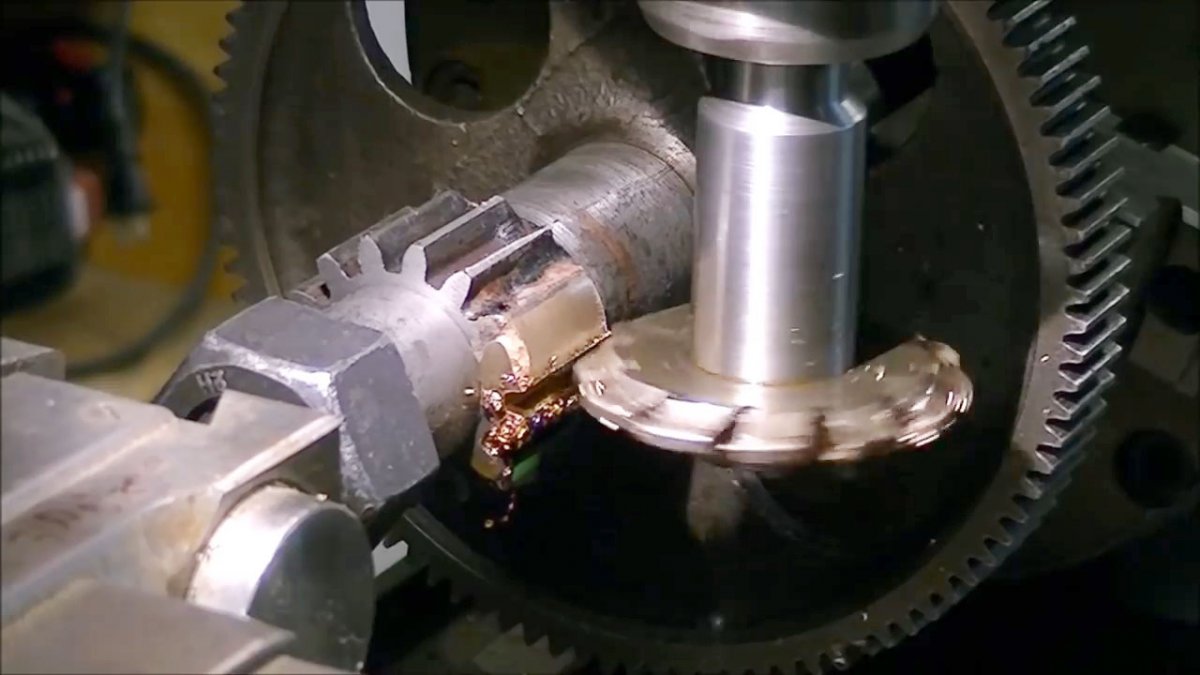
Формирование профиля зуба
Закрепляем державку фрезы в шпинделе фрезерного станка и протачиваем стержень под размер отверстия в фрезе, периодически измеряя диаметр микрометром. В конце шлифуем место проточки наждачной бумагой и протираем ветошью.
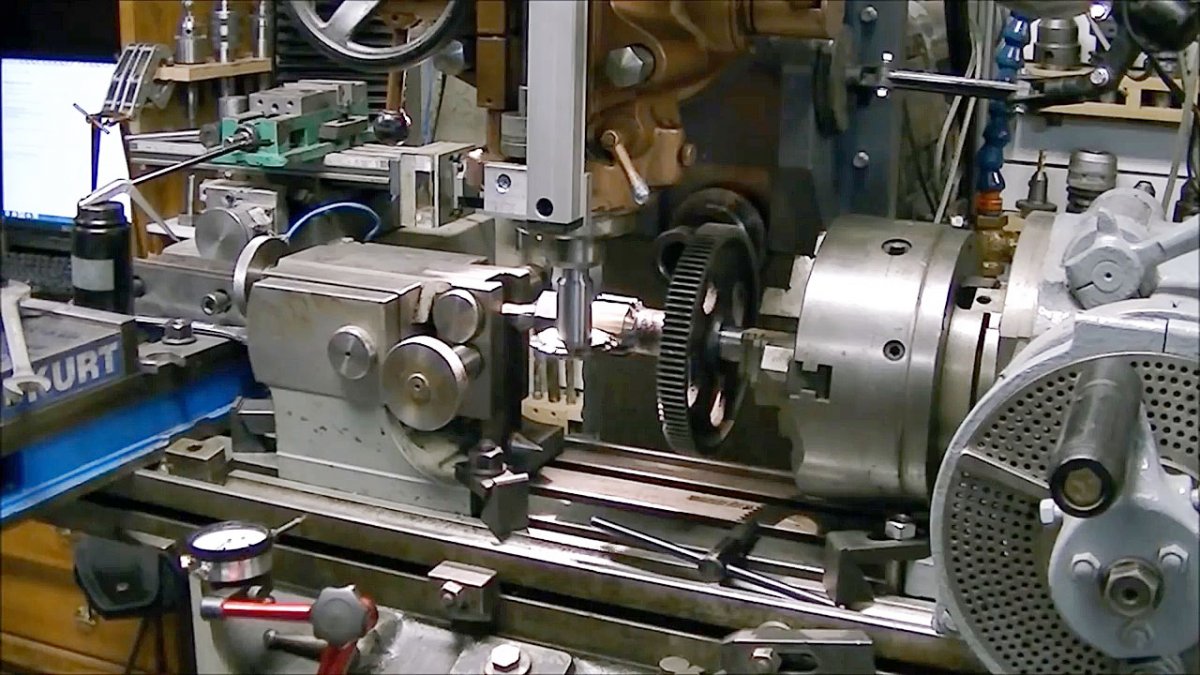
Надеваем на державку фрезу и закрепляем на торце крепежным болтом вначале от руки, а в конце специальным ключом с воротком. Устанавливаем на рабочий стол фрезерного станка делительную головку и заднюю бабку. Зажимая между ними идеально ровный стальной стрежень, выставляем эти узлы для обеспечения максимальной соосности в вертикальной и горизонтальной плоскостях. Для этого используем измерительные головки и регулируем положение задней бабки относительно делительной головки. После выставления, данные узлы надежно закрепляем на столе фрезерного станка.
Самая важная операция – это точное выставление фрезы относительно восстанавливаемой шестерни. Для этого используем штангенциркуль, микрометр, металлическую линейку.
Делим характеристику головки на число зубьев и получаем количество оборотов рукоятки на 1 зуб. Обычно получается дробное число. Затем это значение находится на круге делителя.
Теперь можно включить шпиндель фрезерного станка и приступить к формированию одной из впадин восстанавливаемого зуба. Это лучше сделать за 2-3 прохода, чтобы не повредить наплавку. При формировании зуба необходимо удалять с фрезы частицы срезаемого материала и смазывать инструмент. Далее отводим фрезу и поворачиваем шестерню строго на шаг делительной головкой и вновь повторяем предыдущую операцию.


Одно замечание
Зачем брать кремнистую бронзу для формирования зуба на чугунной шестерне? Не надежней ли заварить впадину между зубьями чугунным электродом и потом обработать зуборезной фрезой?
Если так поступить, то из-за высокой температуры чугун «отбеливается» и создаются участки, которые практически не поддаются механической обработке. Силиконовая же бронза аналогична по прочности серому чугуну, а по прочности на растяжение даже выше. При этом, ее обработка, как мы убедились, совсем нетрудна.














