
Материалы:
- большой плоский напильник;
- профильная труба 40х40 мм или больше;
- листовая сталь 4-10 мм;
- болт М10;
- шайба М10 – 2 шт.;
- гайка М10 – 7 шт.;
- удлиненная гайка М10;
- шпилька М10;
- гайка М12.
Изготовление тисков
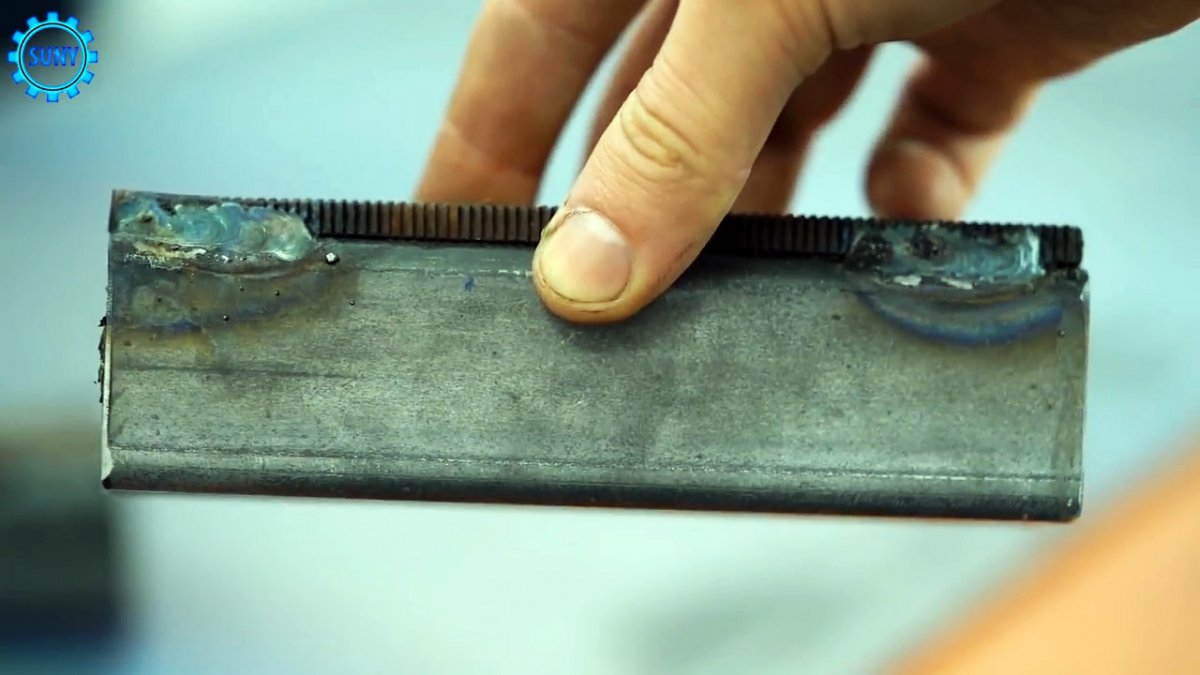
Для изготовления прижимных губок используется 2 отрезка плоского напильника.

Они привариваются на обрезки профильной трубы такой же длины.
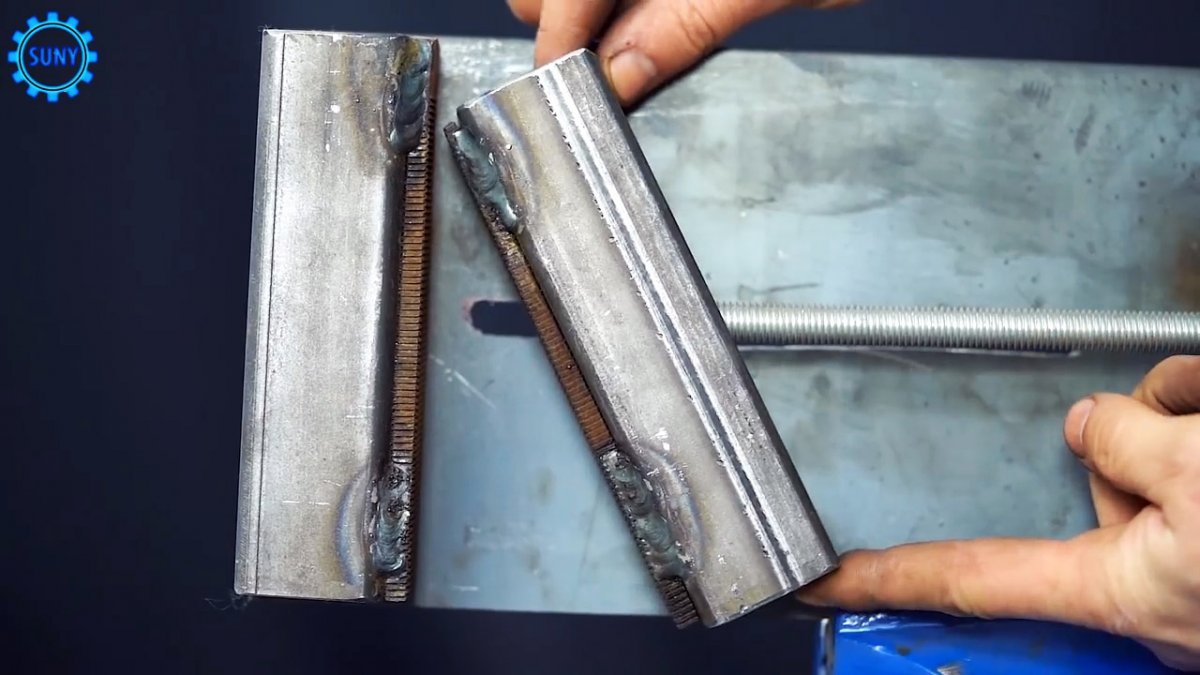
Из листовой стали вырезается подошва станка в виде прямоугольника. Его ширина должна соответствовать длине губок. Длина подошвы берется на 10-15 см больше желаемой ширины зажима.

Одна из губок выставляется по краю подошвы и приваривается к ней. Затем в центре основания делается продольный вырез шириной 11 мм. Он должен начаться от приваренной губки и заканчиваться за 10-15 см от противоположного края.

На нижней боковине второй незадействованной губки по центру сверлится отверстие, но только сквозь одну стенку. Затем снизу подошвы станка в прорезь вставляется болт с шайбой, он заводится в отверстие губки. После этого нужно попасть на этот болт изнутри профильной трубы шайбой и гайкой. Его нужно слегка накрутить, чтобы губка скользила по подошве вперед и назад.

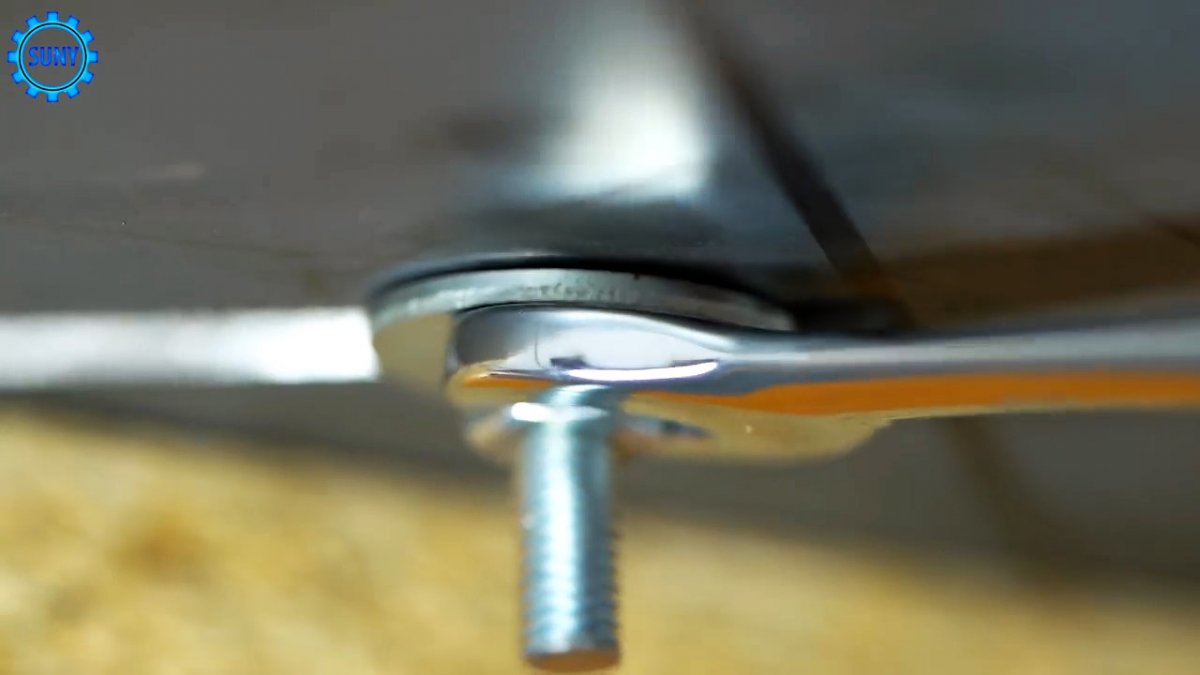
У края основания, противоположном от неподвижной губки, напротив прорези приваривается удлиненная гайка. Под ней нужно использовать подставку, чтобы приподнять ее центр на половину ширины профильной трубы. В гайку заворачивается длинная шпилька.


Напротив шпильки по центру скользящей губки сверлится отверстие сверлом 10,5-12 мм. В него заводится шпилька, и на нее изнутри трубы наворачивается 2 гайки, чтобы она уже не вышла обратно.
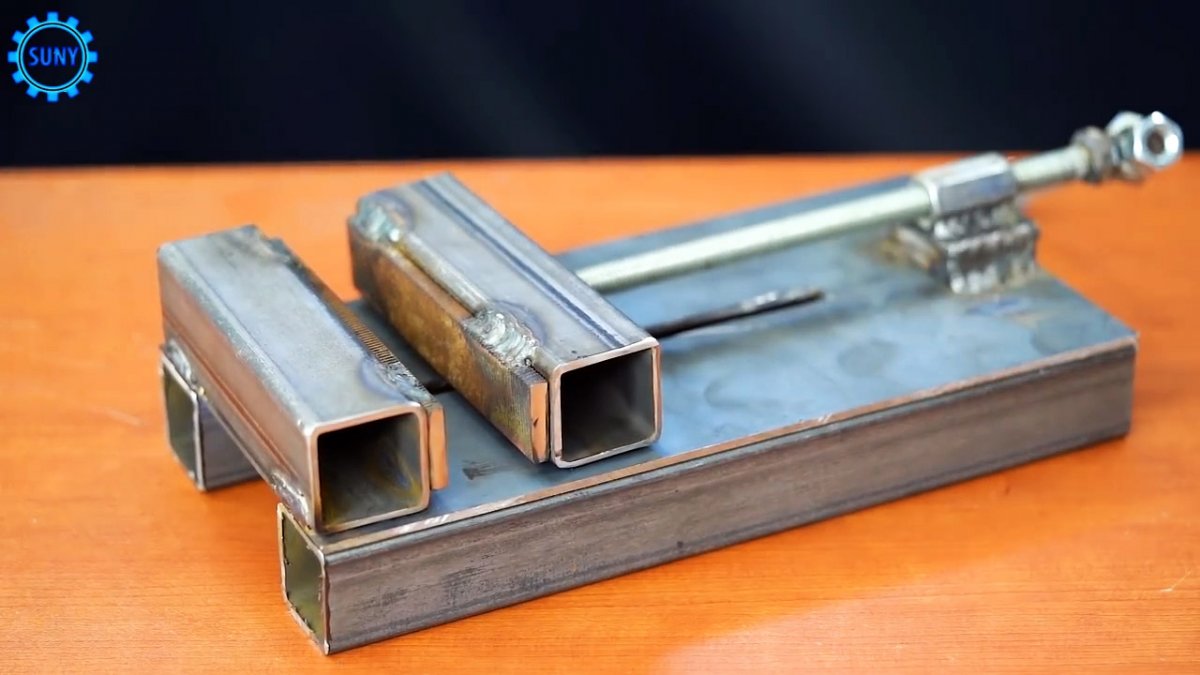
Губки тисков сжимаются, после чего лишняя длина шпильки отрезается. На ее конец наворачивается и приваривается гайка М10. Затем варится гайки М12, но уже торцом. В нее вставляется оставшийся отрезок шпильки. На его концы наворачиваются гайки М10. В результате получается вороток.

Чтобы придать конструкции жесткости, к ее подошве у длинных краев нужно приварить по отрезку профильной трубы. Это также позволит ползунку второй губки скользить, не цепляясь креплением внизу. После этого инструмент прикручивается к рабочему столу.
Полученные тиски не рассчитаны на удары кувалдой по зажатым в них заготовкам, но они справятся с удерживанием деталей при шлифовке, пилении, строгании и т.д. Со временем если их перегружать, то метрическая резьба на шпильке или удлиненной гайке может сорваться, но эти детали быстро меняются. Данный инструмент действительно способен успешно выручать при выполнении большинства столярных и слесарных работ, поэтому его изготовление имеет смысл.















