
Чтобы сварочный шов при ручной дуговой сварке получился прочным и аккуратным, помимо осевого и продольного перемещения электрода, его необходимо двигать и в поперечном направлении. Существуют множество видов этого движения электрода. Ниже рассмотрим и осуществим три самых простых их вида, но, в то же время, наиболее часто используемые.
Понадобится
- Стальной толстый круг;
- электродрель;
- угольник и маркер;
- сварочное оборудование;
- молоток для отбивки шлака и щетка.
Процесс обучения электросварке

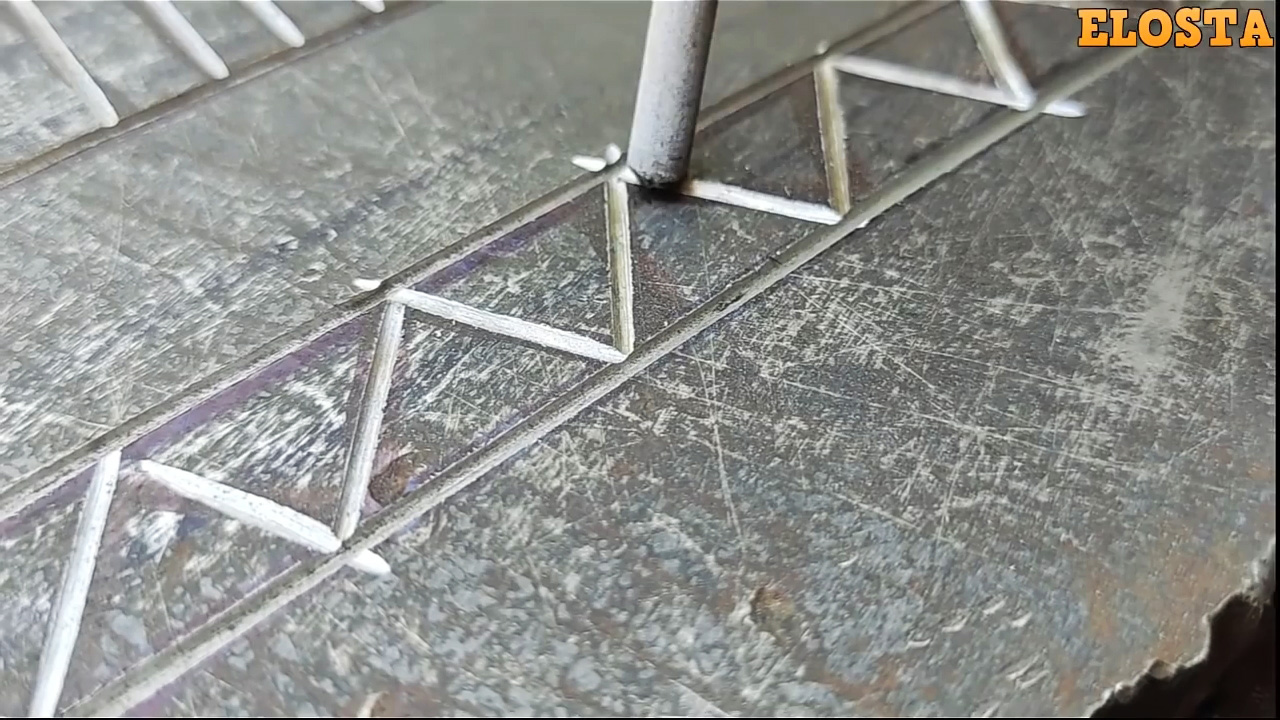
С помощью угольника и маркера проводим на поверхности стального круга три «дорожки», ограниченные двумя параллельными прямыми, в пределах которых нанесем траектории движения конца покрытого электрода трех видов.

Первую условно назовем прямоугольной. Траекторию электрода воспроизведем маркером, который сперва движется справа налево, затем короткое расстояние вниз по ограничительной прямой, далее справа налево параллельно первой поперечной прямой, снова вниз по другой ограничительной прямой, и так до самого конца дорожки.
Вторая траектория представляет собой зигзагообразную ломаную линию в пределах двух параллельных ограничительных прямых, которую также воспроизводим с помощью маркера.
Параллельные ограничительные линии и их «заполнение» углубляем с помощью отрезного диска и болгарки. Эти линии-канавки облегчат нам обучение сварке, поскольку электрод будет направляться ими по нужной траектории, а сварной шов в основном будет локализовываться в их пределах.


Обучение начнем с зигзагообразного поперечного движения электрода, как наиболее простого в воспроизведении.
При реализации этого способа не следует задерживать надолго электрод в крайних точках, тогда шов получится одинаковым по высоте и ширине от начала до конца.
Отбив шлак и прочистив зигзагообразный сварной шов щеткой, убеждаемся, что он вышел таким, как мы и предполагали.


Прямоугольную траекторию поперечного движения электрода вначале также воспроизводим без подачи на него напряжения, чтобы отработать и почувствовать, как его пройти от начала до конца в пределах ограничительных прямых.

Затем повторяем эти движения уже с подачей напряжения на электрод. При этом способе перемещения электрода главное – выдерживание равномерной скорости движения электрода по траектории сварочного шва.
Если нам это удастся, то после удаления шлака и прочистки шва щеткой, мы увидим аккуратный шов – верный признак того, что он максимально прочен по всей длине. Видим, что такое движение электрода по сравнению с зигзагообразным, обеспечивает большую ширину сварочного шва.


Наконец, углубляем болгаркой зону между двумя параллельными линиями, близко расположенными друг к другу. Здесь мы потренируемся в воспроизведении т. н. ниточного шва, при котором поперечные движения электрода не совершаются.
Этот шов легче всего воспроизвести в натуре. Необходимо лишь выдерживать длину дуги и равномерно перемещать электрод от начальной до конечной точки. Шов при этом способе получается наиболее узким. Его обычно применяют при сварке тонких листов металла.














