Для плавного изгиба профильных труб под 90 градусов необходим определенный опыт и отдельный расчет для каждого размера. Но с этим делом справится любой взрослый человек при наличии специального инструмента для разметки, перенастраиваемого на любой размер. Сделать его нетрудно, причем из бросовых материалов.

Понадобится
Материалы:- остаток стального листа;
- отрезок стальной полосы;
- куски оргстекла;
- винт, шайба и пружина;
- аэрозольная краска.
Процесс изготовления инструмента для разметки плавного изгиба профильных труб на 90 градусов
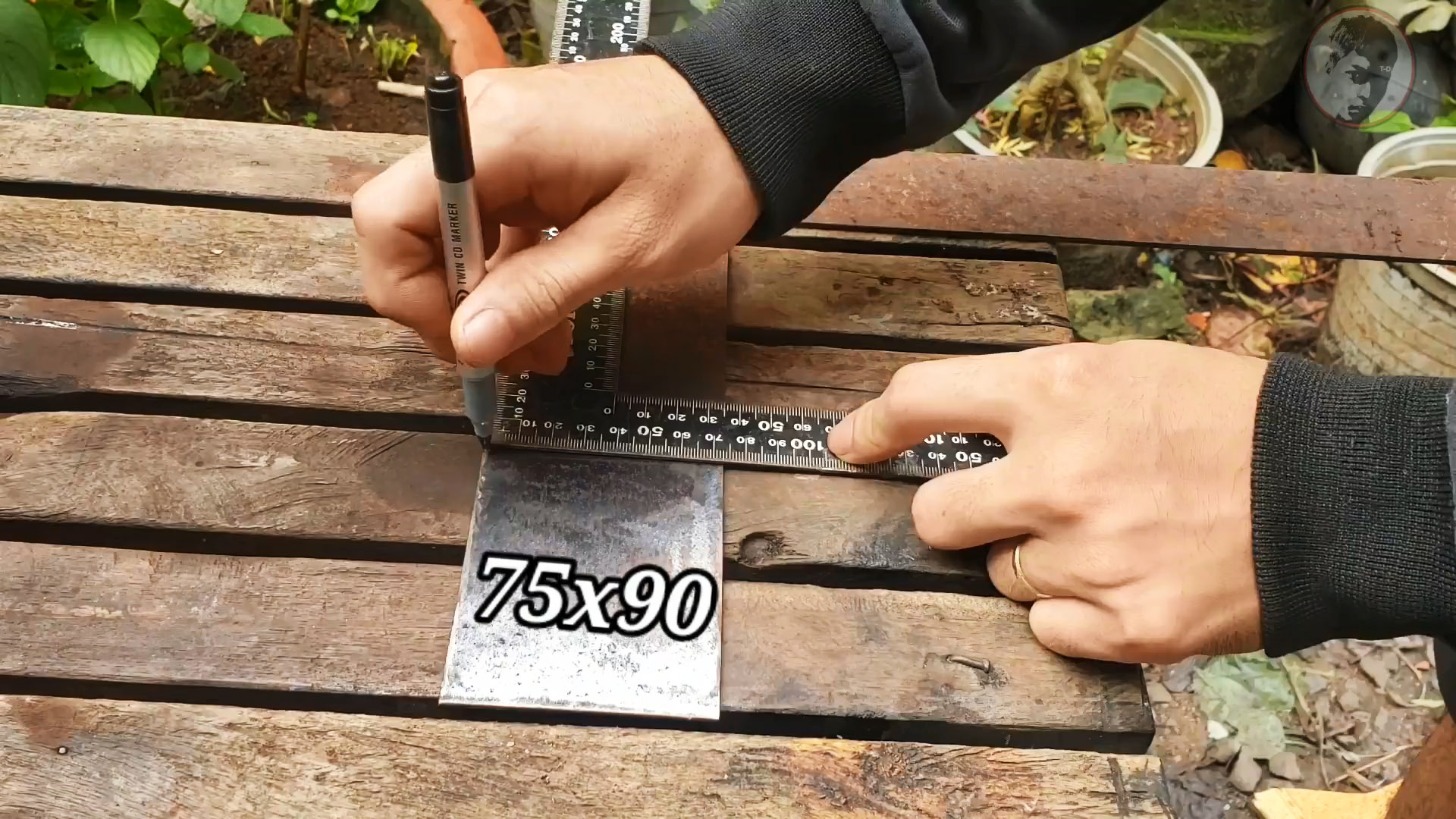
Разметку профильной трубы под плавный изгиб на 90 градусов делают соответствующим кругом с нанесенными под прямым углом диаметрами. Способ простой, но неточный, и на каждый типоразмер трубы нужен свой круг. Будем делать универсальное приспособление, пригодное для разных типоразмеров труб, удобное в работе и более точное. Из стального листа толщиной 3 мм вырезаем прямоугольник 75x90 мм.
От полосы толщиной 5 мм отрезаем заготовку 175x20 мм. Используя магнитный фиксатор, привариваем полосу на ребро вдоль короткой стороны прямоугольной пластины. Болгаркой шлифуем сварные швы.

На свободном конце полосы со стороны пластины сверлим глухое отверстие, нарезаем резьбу и вкручиваем винт.

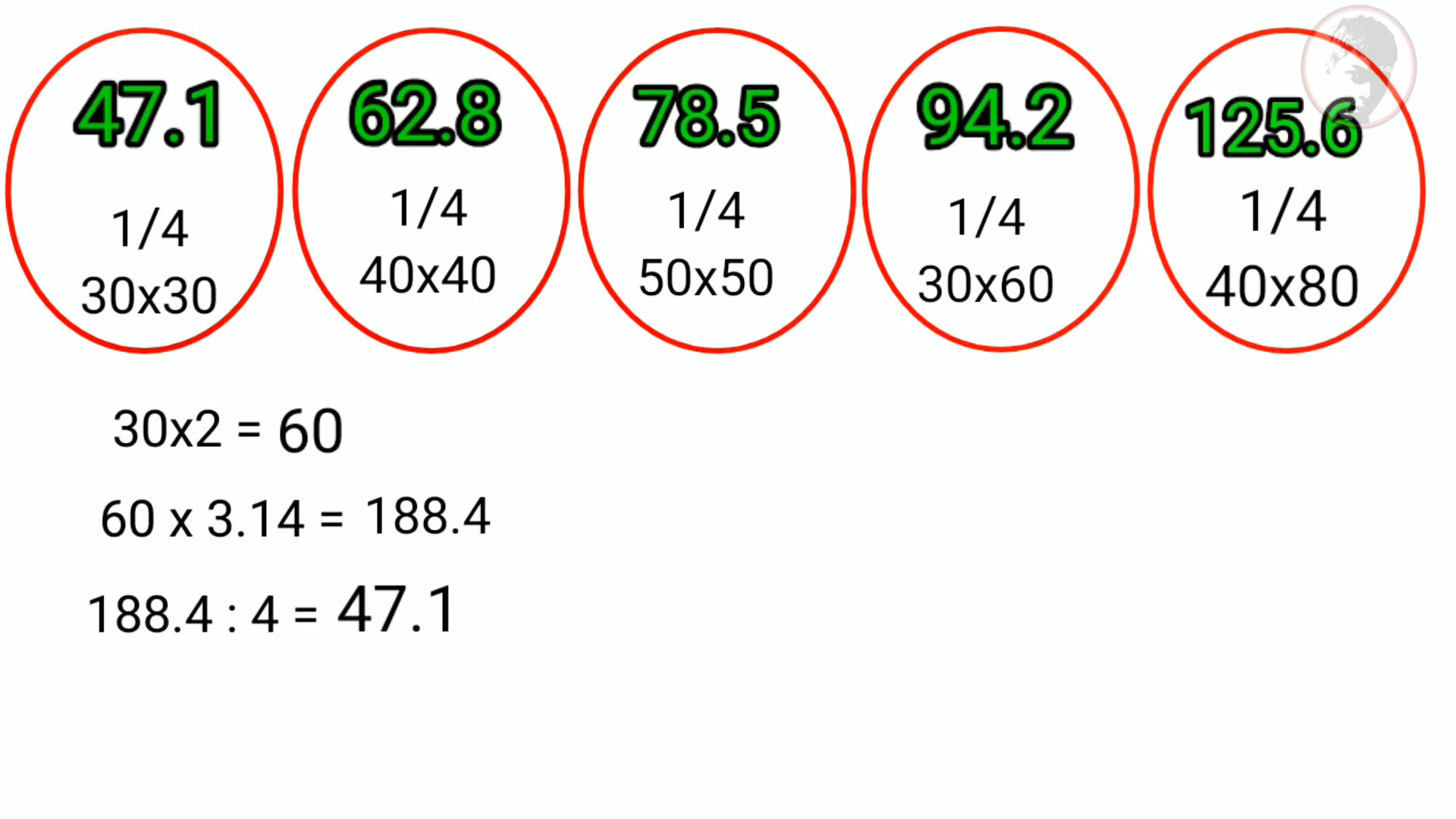
На ребре полосы от винта с заходом на прямоугольную пластину делаем метки на расстоянии, определяемому соотношением: pxR/2, где p=3,14, R – типоразмер профильной трубы. Так, для квадратной трубы 30x30 мм оно равно 3,14x15=47,1 мм, 40x40 мм – 62,8 мм, 50x50 мм – 3,14x25=78,5 мм, 60x60 мм – 3,14x30=94,2 мм, 40x80 мм – 3,14x40=125,6 мм и т. д.

От двух наиболее удаленных от винта меток проводим вертикали по поверхности пластины до ее свободной кромки. На концах самой удаленной линии сверим отверстия, по второй – выравниваем вертикаль кромки пластины.
Отверстия в пластине соединяем прорезью шириной, равной диаметру отверстий. Обрабатываем ее круглым напильником для удаления заусенцев и скругления кромок.


Метки на полосе углубляем напильником. На пластине параллельно прорези проводим линию и по вертикали делаем метки на расстоянии от полосы R/2, где R – сторона профильной трубы. Для трубы 30x30 мм оно будет равно: 30/2=15 мм, 40x40 мм – 20 мм, 50x50 мм – 25 мм, 60x60 мм – 30 мм, 40x80 мм – 40 мм и т. д. Сверлим по этим меткам отверстия.


Из оргстекла вырезаем пластину 95x15x5 мм.

Проводим на ней продольную центральную линию и из начальной точки на конце пластины циркулем отмечаем пересечения с ней соответственно радиусов, равных 32, 42, 52, 62 и 82 мм.


В этих точках сверлим отверстия, включая и общую точку. Шлифуем пластину из оргстекла и скругляем углы наждачной бумагой. Удаляем растворителем с пластины метки и частицы.
Окрашиваем металл разметки аэрозольной краской и после высыхания прикручиваем пластину из оргстекла к отверстию с резьбой на стальной полосе подпружиненным винтом.

Использование инструмента
Пользоваться инструментом просто. Замеряем сторону профильной трубы и проводим в месте сгиба поперечную линию, устанавливаем на нее пластину из оргстекла, перемещая полосу с метками по смежной стороне профильной трубы.

В соответствующее отверстие в пластине из оргстекла вставляем маркер и проводим дугу окружности по поверхности трубы. В зависимости от типоразмера трубы по соответствующей метке на полосе или пластине проводим вертикальную линию по поверхности трубы.

Переносим метки на другие стороны и отмечаем места, подлежащие удалению. После чего труба легко и плавно сгибается на 90 градусов. Остается только зафиксировать изгиб сваркой.


Если мы замерим расстояние между крайними вертикальными линиями после разметки, то они соответственно будут равны для трубы 30x30 мм – 47,1 мм, 40x40 мм – 62,8 мм, 50x50 мм – 78,5 мм, 60x60 мм – 94,2 мм и 40x80 мм – 125,6 мм.
Величину R/2, которая нужна для разметки, легко находим, если прижать полосу с метками к стороне профильной трубы и маркером через соответствующее отверстие в металлической пластине нанести на поверхность трубы метку.