Некоторые алюминиевые сплавы, из которых производят различные детали, склонны к хрупкому разрушению. В этом случае при воздействии на изделие чрезмерной силы от него может отколоться довольно внушительный кусок. Кажется, что восстановление детали после такой поломки невозможно. Но если воспользоваться специальными электродами для наплавки алюминия, то детали можно вернуть вторую жизнь. Для этого достаточно обладать начальными навыками сварочного дела.

Понадобится
Материалы и инструменты:
- алюминиевый шкив с поврежденной ступицей;
- отрезок круглой трубы из нержавейки;
- электроды для сварки алюминия - http://alii.pub/5nyy46
- металлическая щетка;
- сварочное оборудование;
- болгарка и дрель.
Процесс восстановления алюминиевой детали сваркой электродами по алюминию
Для такого восстановления пользуются технологией патч- или заплаточной сварки. В этом случае не подойдут электроды, предназначенные для сваривания стальных или чугунных изделий. Необходимо наличие электродов по алюминию.
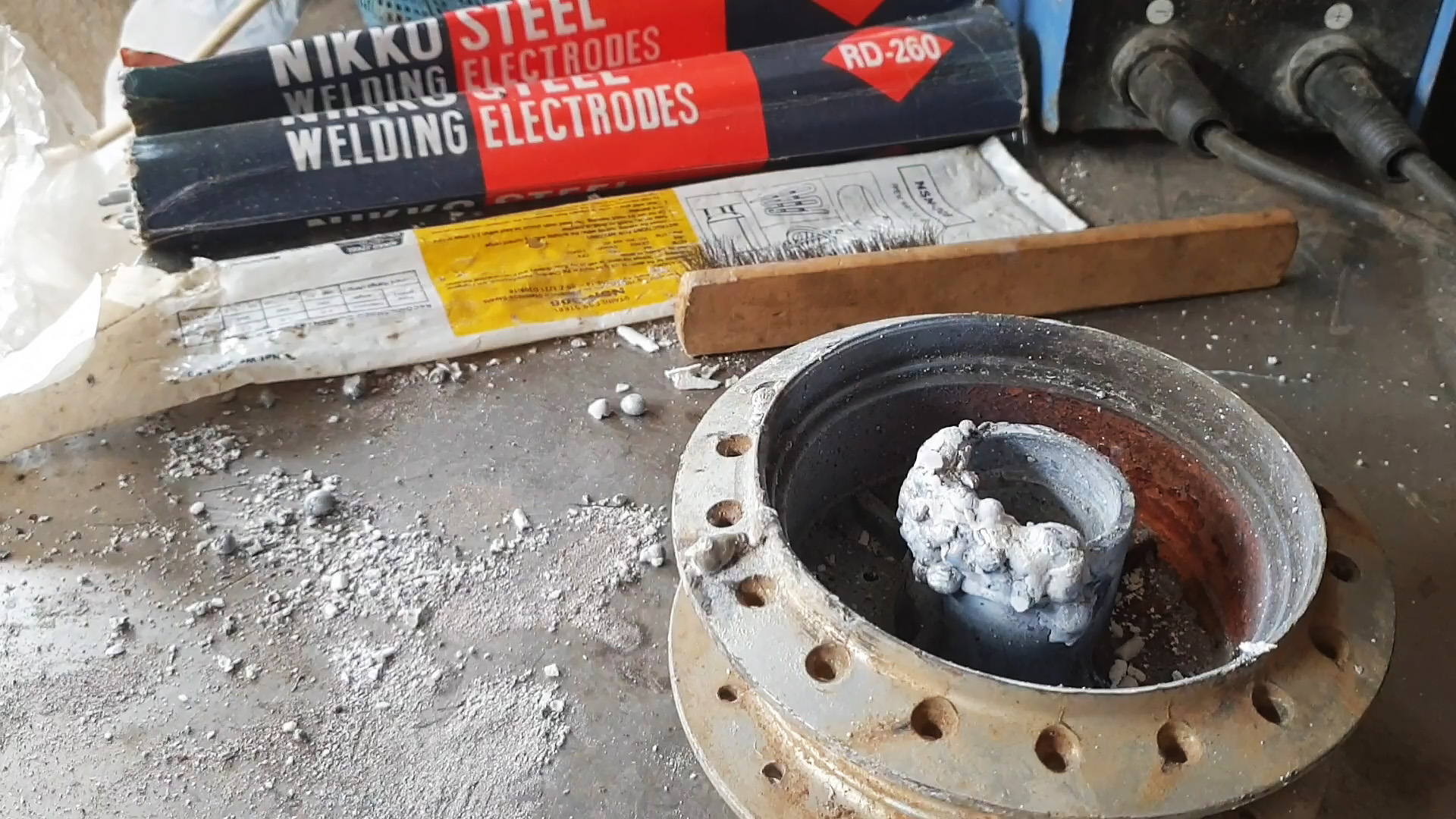
Восстанавливаем шкив из алюминиевого сплава, от ступицы которого по тем или иным причинам отлетел достаточно большой кусок изломанной формы. Для этого вставляем в ступицу с поврежденной стороны небольшой по длине отрезок трубы из нержавейки, наружный диаметр которой совпадает с диаметром ступицы.

Начинаем подготовку к восстановлению поврежденного алюминиевого шкива. Очищаем контур на ступице, оставшийся после отколовшегося куска, металлической щеткой от пыли, грязи и окисленного слоя.
Откладываем в сторону электроды по стали и чугуну и пользуемся только электродами по алюминию. Начинаем послойно заваривать поврежденный участок ступицы, используя трубу из нержавейки в качестве внутренней формообразующей поверхности.


После частичного заваривания выемки, удаляем отрезок трубы из нержавейки. Это получается легко, поскольку жидкий алюминий не приваривается к нержавеющей стали, причем с гладкой поверхностью. Затем продолжаем наплавку до полного заваривания поврежденного участка и выхода наплавки на уровень несколько выше целых участков торца ступицы.

С помощью болгарки снаружи и дрели внутри удаляем лишнюю наплавку, чтобы оставшийся наплавленный алюминий по внутреннему и внешнему диаметру, высоте, а также по толщине стенки, был идентичным соответствующим размерам неповрежденной части ступицы.



Алюминиевая деталь полностью восстановлена. Далее, конечно же, необходимо проточить посадочное место под подшипник на токарном станке.
















