Сварка тонкого металла толщиной 0,3 мм, тем более, оцинкованного, довольно трудное и небезопасное занятие даже для опытного сварщика, поскольку пары цинка очень ядовитые и сварочный процесс необходимо проводить на открытом воздухе или в хорошо проветриваемом помещении и лучше с принудительной вентиляцией. На руки следует надевать брезентовые или кожаные варежки или перчатки.
Процесс сварки тонкого металла. Хитрость опытного сварщика
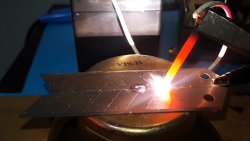
При сварке тонкого металла существуют жесткие ограничения по величине сварочного тока (должен быть в пределах 30-50 А), но это затрудняет удержание электрической дуги. Нужно также применять тонкие электроды диаметром от 1,6 до 2,0 мм. По линии сварки следует удалить цинковое покрытие, например, металлической щеткой и все загрязнения в виде пыли, грязи, масел, красок, защитных пленок и других покрытий.

Чтобы не прожечь насквозь тонкий металл, варить его необходимо не сплошным швом без отрыва электрода, а прерывисто при минимальном зазоре между свариваемыми заготовками. Предпочтительней в этом случае применять обратную полярность, которая способствует меньшему прилипанию электрода и уменьшает вероятность прожогов тонкого металла.
Сварочные электроды широкого назначения на АлиЭкспресс со скидкой - http://alii.pub/606j2h
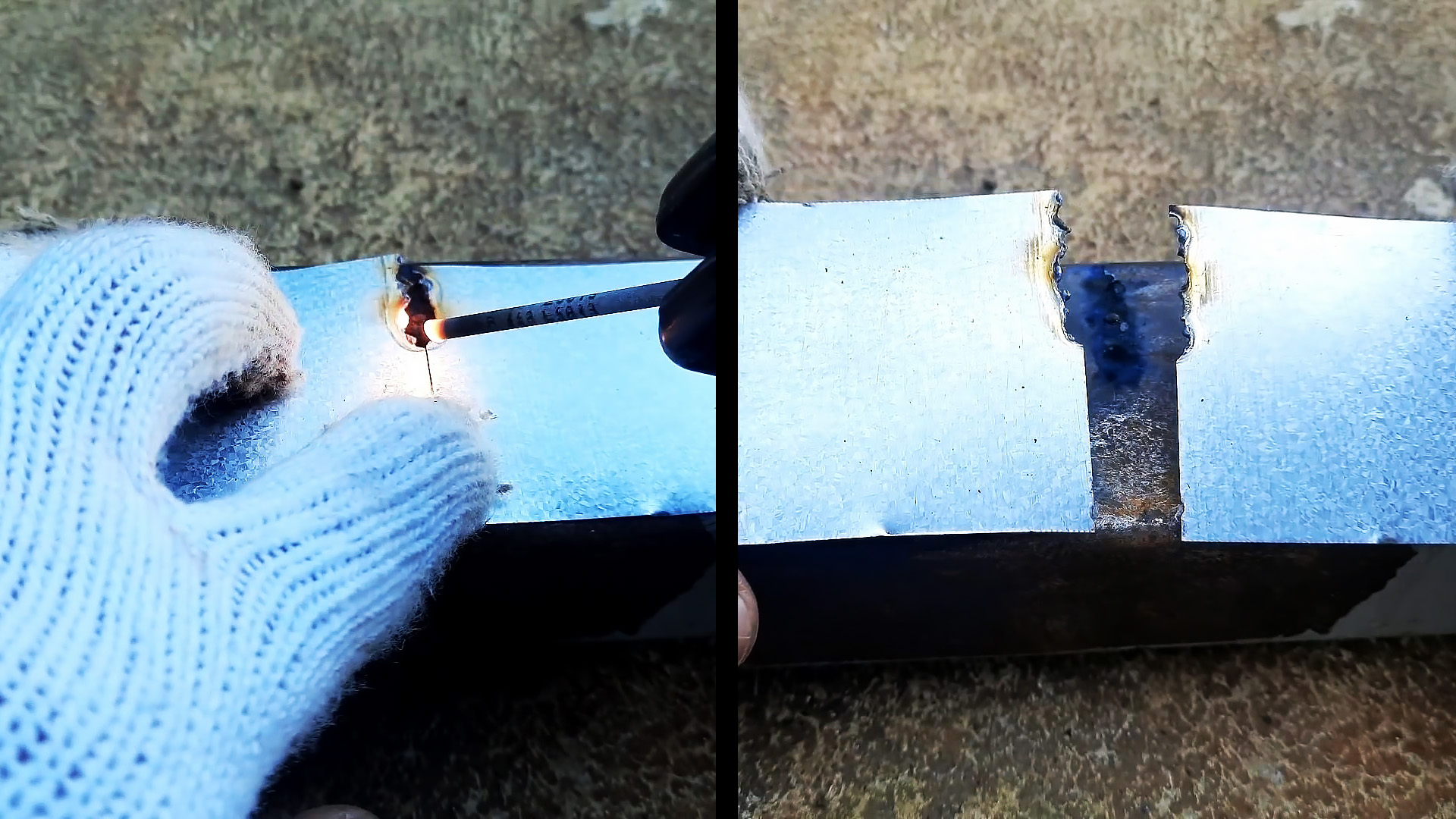
Традиционно применяются несколько способов сварки тонкого металла. Наибольшие трудности возникают при сваривании такого металла встык. Обычно даже опытному сварщику сварка встык дается не всегда, а новичку – тем более. Прогорание металла в его исполнении на первых порах обеспечено на 100% даже при прерывистом ведении электрода.

Сварочный процесс внахлест двух тонких металлических заготовок несколько облегчает задачу. Опытному сварщику выполнить сварку внахлест удается почти всегда, начинающему же и такой вариант будет представлять определенную трудность. Задача несколько облегчается из-за того, что увеличивается площадь контакта свариваемых деталей.

Наиболее подходящим способом для соединения тонких металлических листов является сварка с отбортовкой кромок свариваемых деталей. Для этого производим разметку кромок свариваемых заготовок и выполняем отбортовку, используя, например, слесарные тиски.
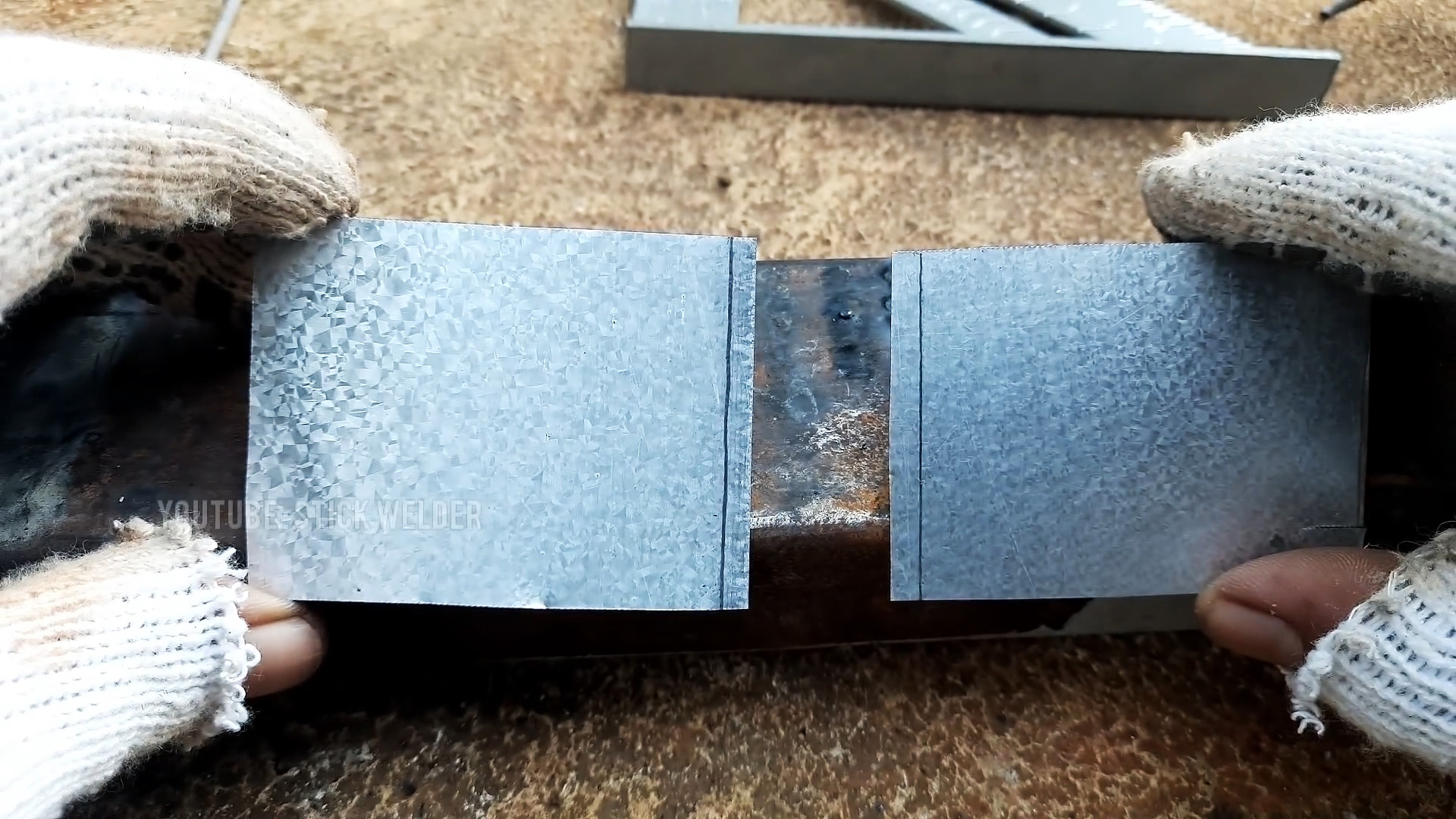

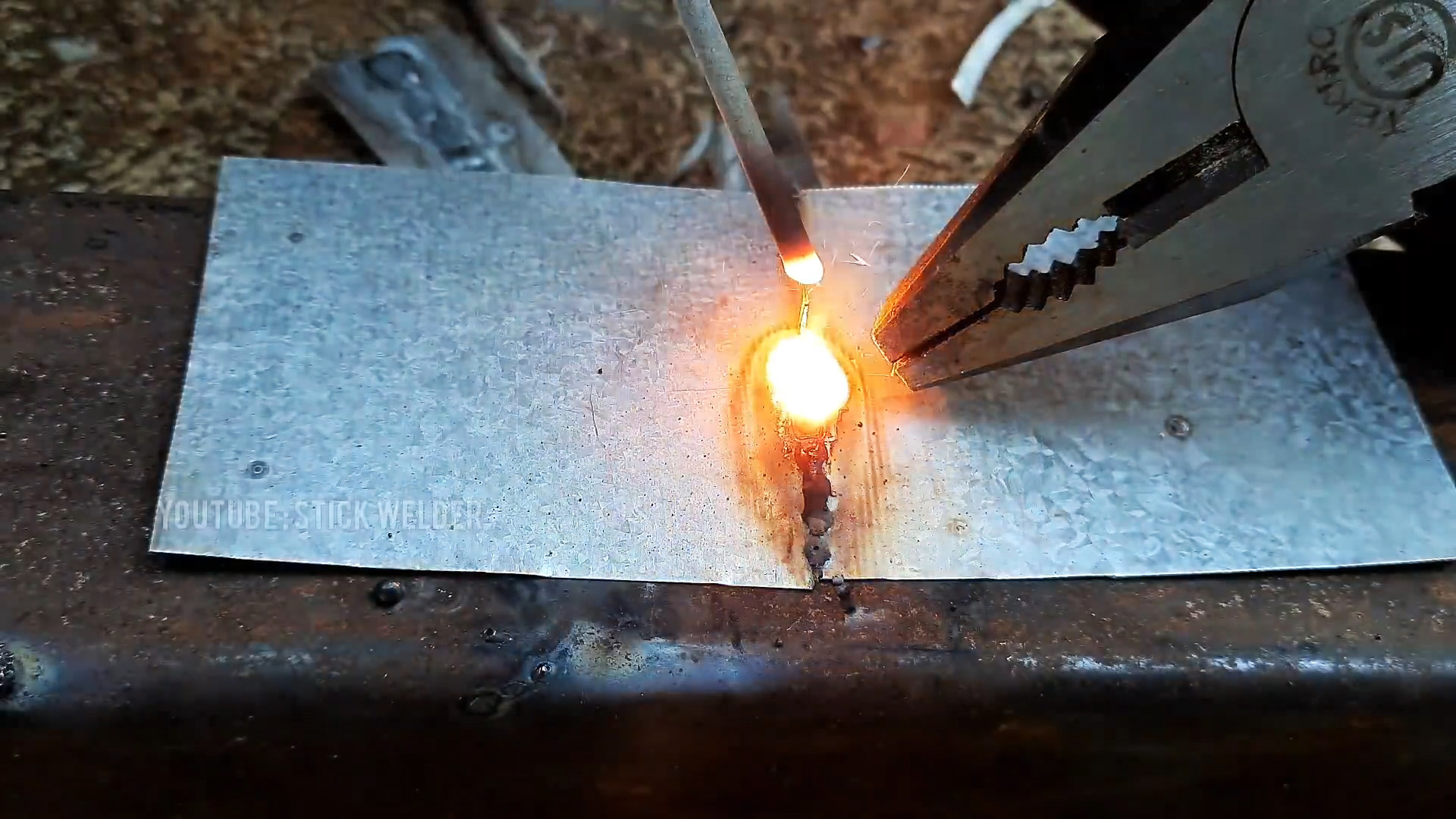
Затем, придерживая и прижимая свариваемые детали за обе отбортовки пассатижами, производим прерывистый процесс сварки отбортовок.

В этом случае тонкий металл как бы утолщается и вместо сварки двух листов толщиной 0,3 мм каждый, мы свариваем как бы один лист двойной толщины (0,6 = 0,3 + 0,3 мм).

Сварочные электроды широкого назначения на АлиЭкспресс со скидкой - http://alii.pub/606j2h