В случае с трубами круглого сечения иногда помогают фитинги. Для прямоугольных и квадратных труб таких решений не существует. Предлагается только крепеж на болтах.
Задавать трубе изгиб путем ее сварки из отдельных сегментов – не лучший выход из положения. Это сложно, и как правило, ненадежно.
Самым технологичным десятилетиями проверенным вариантом был и остается трубогиб, позволяющий согнуть трубу любого сечения, не нарушая ее качественных и эксплуатационных характеристик.
Сделать такой компактный станок с механическим приводом можно своими руками. Поработать придется, но он того стоит. Купить трубогиб дешево не получится. Минимальная цена в магазинах более-менее стоящего на вид приспособления стартует от нескольких тысяч рублей. При этом о его качестве и эксплуатационном ресурсе можно только догадываться.

Что нужно для самодельного трубогиба
Самодельный станок как минимум на 50% будет состоять из подручных материалов. Что-то обязательно найдется в личном хозяйстве, что-то в гаражах у соседей. Купить скорее всего потребуется только 8 подшипников 303 серии. Они призваны выполнять функцию валов, что исключает необходимость в токарных работах. Стоят такие подшипники недорого, а если поискать, то можно найти вообще за копейки. Если и придется докупать какое-то железо, то по сравнению с магазинной ценой трубогиба, это почти ничего.
Точно понадобятся отрезок швеллера 80х40 мм, стальной уголок 25х25 мм, профильная труба 20х20 мм, строительная шпилька диаметром 18 мм, 6 шайб М18 с увеличенным внешним диаметром – 56 мм, 9 гаек на 18 и еще кое-какая мелочевка, но о ней в процессе.
Основной инструмент – болгарка, сварочный аппарат, дрель.
Порядок выполнения операций
1. За основу конструкции берем швеллер 80х40 мм, размечаем и отрезаем заготовку примерно 40 см длиной.

2. Зачищаем металлической щеткой-насадкой.

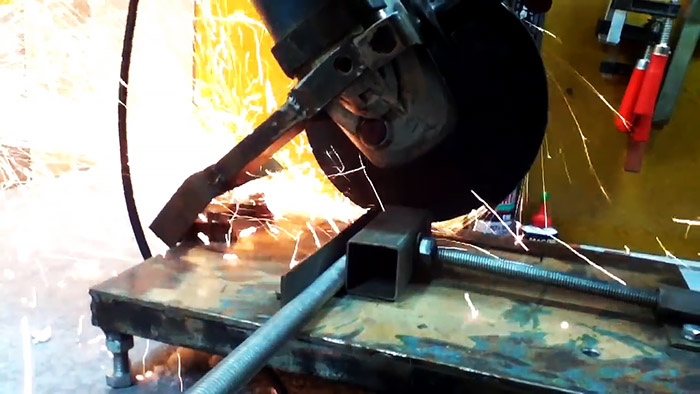
3. Болгаркой частично снимаем резьбу со шпильки – так чтобы на нее свободно, но плотно садились подшипники, внутренний диаметр которых составляет 17 мм.

4. Дисковой пилой или болгаркой отрезаем от шпильки три отрезка – они будут использованы для изготовления роликов. Длину отрезков берем с запасом (примерно 100-120 мм), учитывая ширину шайб, подшипников, гаек. Лишнее потом удалим.
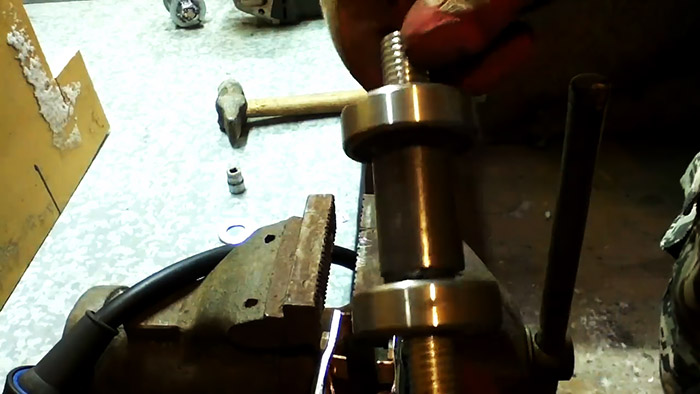
5. С помощью оправки и молотка задаем небольшую конусность шайбам – в пределах 1 мм, что обеспечит свободное вращение роликов.

6. Собираем ролик и зажимаем гайки.
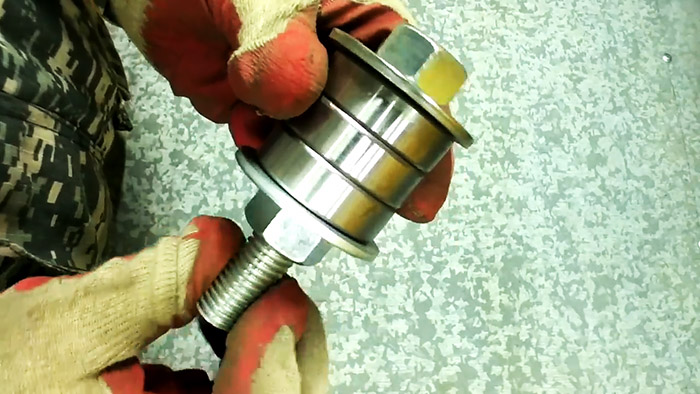
7. Удаляем выступающую за гайку часть шпильки.

8. С помощью электросварки точечно фиксируем элементы ролика.
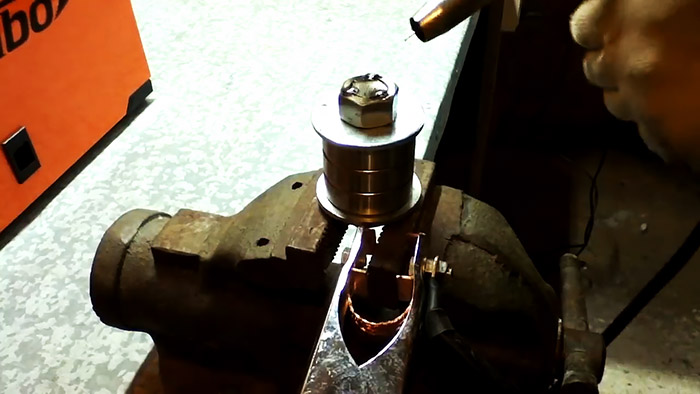
9. Проверяем ролик на предмет свободного вращения.

10. Размечаем и нарезаем из уголка 25х25 мм четыре отрезка длиной 25 см для изготовления направляющих ведущего и прижимного роликов.

11. Привариваем отрезки уголков к основанию из швеллера, сохраняя зазор для оси ведущего ролика (вала).

12. На одну из уже подготовленных частей шпильки надеваем отрезок трубы диаметром 27 мм длиной 40 мм. Внутренний зазор заполняем гвоздями на 40 без шляпок.

13. Обвариваем все элементы по окружности электросваркой и получаем готовый вал.
14. На края вала надеваем подшипники.
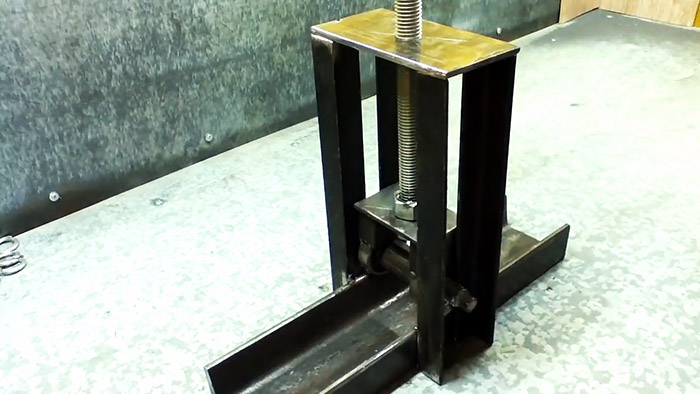
15. Изготавливаем подвижную каретку путем сваривания в единую конструкцию двух отрезков профильной трубы 20х40х30 мм, прямоугольной стальной пластины 80х50 мм и вала с подшипниками.

16. На пересечении диагоналей отмечаем керном центр и просверливаем в верхней части каретки отверстие диаметром 18 мм под шпильку с помощью сверла и развертки.

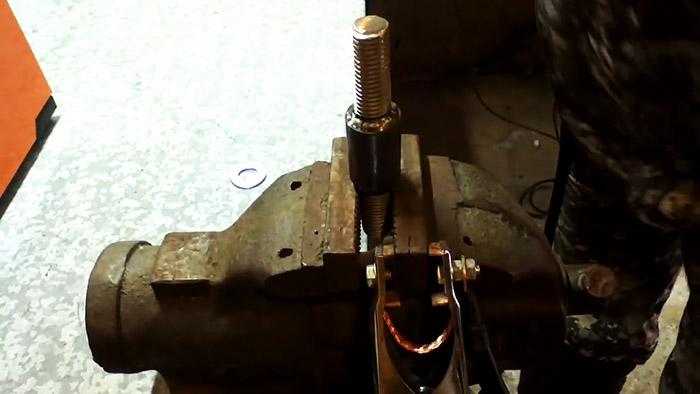
17. Собираем подъемный механизм, состоящий из шпильки и трех гаек М18, две из которых точечно привариваются к шпильке, продетой в отверстие площадки каретки.

18. Вырезаем из стального листа толщиной 5 мм прямоугольник примерно 70х130 мм, который будет использован в качестве упора для подъемного механизма. Отмечаем середину и просверливаем отверстие 18 мм по аналогии с основанием каретки.

19. Собираем изготовленные элементы в единую конструкцию. Для этого устанавливаем каретку с ведущим валом в направляющие.

20. Надеваем на шпильку и устанавливаем опорную пластину.
21. На шпильку накручиваем гайку до упора и точечно прихватываем места соединений электросваркой.
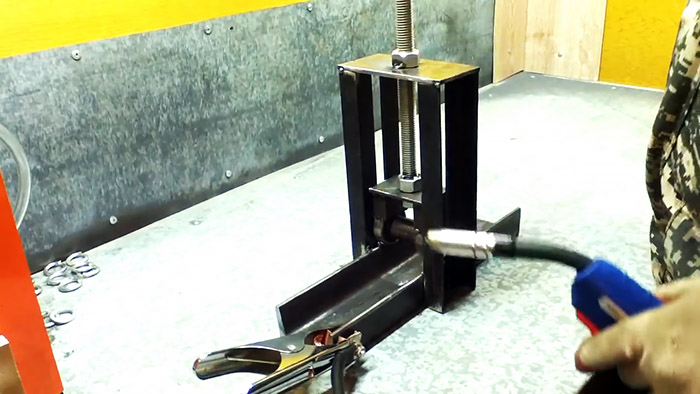
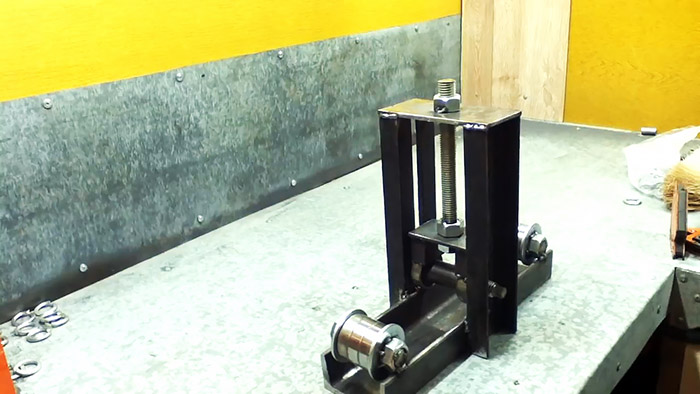
22. По краям основания-швеллера привариваем изготовленные ранее ролики.
23. Привариваем ручку 25-30 см из профильной трубы 20х20 мм к подъемно-прижимному механизму.

24. Из 20-25-сантиметрового отрезка профильной трубы 20х20 мм изготавливаем рычаг механического привода и привариваем его к ведущему ролику (шпильке). Ручку для привода можно позаимствовать от любого старого электроинструмента, предварительно просверлив под нее отверстие. Если таковой в наличии нет, можно вместо нее приварить к рычагу 12-14-сантиметровый отрезок трубы круглого сечения.
25. Трубогиб готов, проводим испытание.

26. И наконец, финальный этап – покраска нашего трубогиба. Как же такому техническому шедевру ручной сборки не придать респектабельный вид.
Впрочем, это вопрос сугубо индивидуальный и подробно останавливаться на нем не будем. Отметим только, что предварительно нужно убрать напильником или болгаркой все шероховатости, хорошо обезжирить растворителем, покрыть грунтом. Но в любом случае, хоть душу и радует, на результат это никак не влияет.














